Как долго нужно греть паяльником полипропиленовую трубу? Какое время сварки ПП труб?
Как долго нужно греть паяльником полипропиленовую трубу?
Сколько времени надо греть ПП трубу перед склеиванием?
Сколько минут застывает и склеивается полипропилен?
**Какое время надо держать трубу до полной сварки?*

Не догреть полипропиленовую трубу так же плохо как и перегреть.
Поэтому надо чётко ориентироваться по времени прогрева.
Важно учитывать и на какую температуру выставлен паяльник.
А так же диаметр трубы и толщину стенок как трубы так и фитингов.
Из личного опыта могут добавить, армированная алюминием полипропиленовая труба после того как зачистили её шейвером прогревается по времени столько же сколько и не армированная холодная труба ПП.
Армированная стекловолокном ПП труба прогревается чуть дольше чем не армированная (холодная).
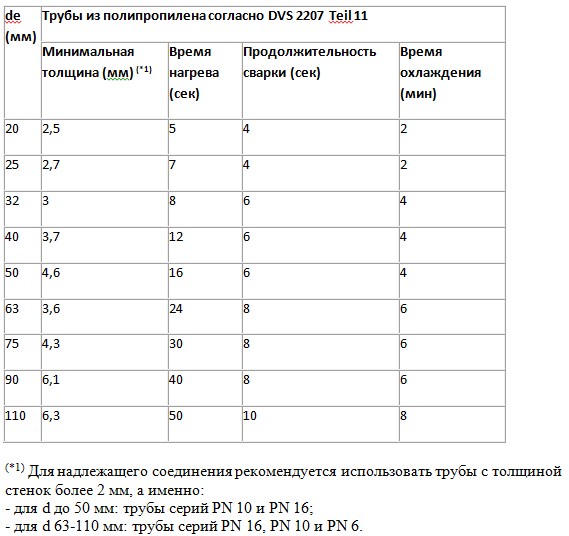
Время прогрева, и время сварки, вот таблица

Полипропиленовая труба 20 мм, время прогрева 5 секунд, время сварки 4 секунды.
25 труба (часто используется на стояках отопления) время прогрева 7 секунд, сварки 4 секунды.
32 труба (чаще используется на стояках ГВС и ХВС в домах до пяти этажей включительно) время прогрева 8 секунд, сварки 4 секунды.
Труба 40 мм, время прогрева (нагрева) 12 секунд, сварки 6 секунд.
Трубы такого диаметра чаще используются в домах выше 5 этажей, но и в пятиэтажках встречаются такие стояки ГВС и ХВС.
Конечно трубу надо «чувствовать» (то есть нужен не большой опыт пайки полипропиленовых труб) но если пользователь новичок, то советую в первое время перед глазами держать подобную таблицу (см. выше).
И обязательно после монтажа системы и установки заглушек (или кранов и смесителей) надо продавить систему водой и внимательно осмотреть места спайки.
Особенно это важно если трубы уложены в штробы.

Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.
Перед начало работ требуется оснастить паяльник для полипропилена (сварочный аппарат) насадками для соответствующего диаметра соединяемых элементов. Эти насадки представляют из себя «дорн» (втулку для нагрева внутренней поверхности) и «гильзу» (для нагрева наружной поверхности)

Затянув дорн и гильзу на нагреваемой шине утюга, включаем его на температру не менее 260 градусов (некоторые аппараты имеют градацию устанавливаемой температуры 200 — 240 — 280 градусов, минуя отметку 260. В этом случае ставим на отметку между 240 и 280. Дело в том, что термореле отключит нагрев при температуре шины 260 градусов, в то время как инерционный нагрев «догонит» температуру паяльной пары, спустя несколько минут уже до 270-280 градусов.
Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
Теперь определяемся со временем нагрева в зависимости от диаметра трубы. Есть вот такая таблица, выведенная опытным путем, и не противоречащая рекомендациям производителей полипроплиновых труб и комплектующим, в которой приведено ориентировочное время нагрева труб разного диаметра при «эталонной» температуре окружающей среды (комнатной температуре) — 20-24 градуса по Цельсию.
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время —
- полипропиленовую труба на 16 миллиметров следует греть 5 секунд;
- полипропиленовую труба на 20 миллиметров следует греть 6 секунд;
- полипропиленовую труба на 25 миллиметров следует греть 7 секунд;
- полипропиленовую труба на 32 миллиметров следует греть 8 секунд;
- полипропиленовую труба на 40 миллиметров следует греть 12 секунд;
- полипропиленовую труба на 50 миллиметров следует греть 20 секунд;
- полипропиленовую труба на 63 миллиметров следует греть 30 секунд;
- полипропиленовую труба на 75 миллиметров следует греть 30 секунд;
Но это еще не все. При сварке полипропиленовых труб, есть такое понятие как «время сварки» Время сварки это тот период в течении которого нужно обязательно удерживать в неподвижном положении соединяемые элементы, и при этом не менять их положение относительно друг друга.
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах —
- для полипропиленовой трубы на 16 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 20 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 25 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 32 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 40 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 50 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 63 миллиметров врем сварки составляет 30 секунд;
- для полипропиленовой трубы на 75 миллиметров врем сварки составляет 30 секунд;
Теперь, для того что бы соединение не имело возможности деформироваться, или изменить ориентирование, и его ресурс был долгим, следует воздержаться от механического воздействия на спаиваемый узел (изгиба, вытягивания) Время выдержки после пайки называется «временем охлаждения» и должно быть не меньше —
- для труб диаметром от 16 до 25 мм. не менее 2 минут;
- для труб диаметром от 32 до 50 мм. не менее 4 минут;
- для труб диаметром 63 и 75 мм. не менее 6 минут.
Разумеется, после приобретения опыта сварных работ на полипропилене, вы научитесь опытным путем определять степень нагрева соединяемых элементов из полипропилена, и рука будет понимать как она чувствует степень нагрева трубы даже через рукоятку утюга. И что такое «буртик/валик» слоя пропилена, получающийся при правильной пайке на стыке соединяемых элементов, вот он —

Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
Таблица пайки полипропиленовых труб
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.

При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.

Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:

Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.