Футеровка фторопластом
 Для изготовления фторопластовых футеровок применяют листы из PTFE, PVDF, PFA, ECTFE (фторопласта-30) и других плавких марок фторопластов.
Для изготовления фторопластовых футеровок применяют листы из PTFE, PVDF, PFA, ECTFE (фторопласта-30) и других плавких марок фторопластов.
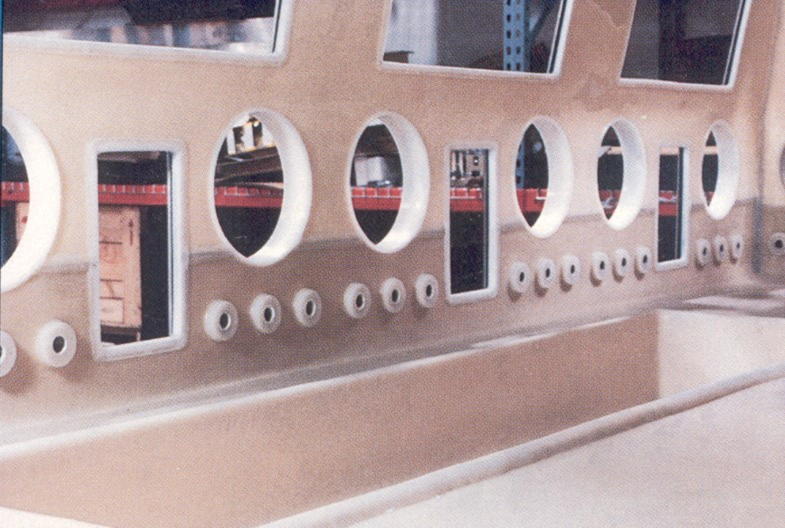
Футеровка фторопластом наиболее широко применяется в защите емкостей, труб и трубопроводов, ванн, бункеров, в т.ч. сельскохозяйственного назначения, дымоходов и дымовых труб, реакторов и различных аппаратов в химической промышленности.
Для футеровки PTFE используют листы модифицированного политетрафторэтилена, в России фторопласта-4М. Модификация ПТФЭ другим фторсодержащим мономером способствует лучшей свариваемости таких листов и уменьшению газопроницаемости. Сварка фторопласта-4 осуществляется диффузионным способом, с нагревом свариваемых участков пластика до температур около 380 о С и сдавливанием поверхностей в течение определенного времени. Футеровка PTFE целесообразна для защиты от высоко агрессивных жидких сред при температурах до 260 о С. К недостаткам футеровки из листа PTFE относятся высокая газопроницаемость, текучесть под нагрузкой (давление/вакуум) и технологические аспекты сварки, требующие прижатие электронагревательных элементов по периметру сварного шва и обеспечение равномерности поля температур.
Целесообразность футеровки емкостей плавкими марками фторопластов, в альтернативу листам из PTFE, специалистами определяется в следующих случаях:
- Когда нужна футеровка стенок аппарата без разъёмов с высотой 2 м. и более с термокомпенсирующими элементами;
- При защите аппаратов сложной геометрии и с большим количеством штуцеров;
- При необходимости внутреннего крепления на футеровку внутренних элементов аппарата (тарелок, перегородок, отборников и т.п.);
- В случае применения абразивосодержащих сред целесообразна футеровка листом из твердого PVDF;
- Для обеспечения более длительного ресурса эксплуатации ванн травления в гальванических производствах, на замену ПП;
- Для работ с особо чистыми веществами в электронной, химической, фармацевтической промышленностях и в системах подготовки, получения и хранения в резервуарах глубоко деионизированной воды;
- При работе в условиях радиоактивного излучения.
Технология сварки и гибки листов из PVDF, ECTFE, PFA и других термопластичных фторопластов одинакова и различается температурными режимами. Листы фторопласта могут быть раскроены с помощью электроинструмента по форме емкости, выложены внутри или снаружи объекта и сварены между собой посредством прутка из того же пластика, что и лист фторопласта с применением промышленного термофена с безопасным напряжением питания. Отгиб фторопластовых листов и отбортовка выполняются также при местном разогреве хотганом или длинным ТЭНом в случае больших размеров перегибаемого фрагмента. В ряде случаев для футеровки емкостей, ванн травления, реакторов, бункеров от налипания, используют листы дублированные (или кашированные) с одной стороны тканным материалом (полиэфир), которой они приклеиваются к поверхностям емкостного оборудования. Выбор материала листа для футеровки определяется условиями эксплуатации оборудования, а именно видом и концентрацией среды (химстойкостью), и диапазоном рабочих температур. Наибольшим набором устойчивости к химическим средам и самой высокой рабочей температурой из плавких марок фторопластов обладает лист PFA (фторопласт-50), который является одновременно и самым дорогим. Чаще всего для футеровки используют листы из PVDF, химическая стойкость которого достаточна для широкого круга применений, а технология сварки и гибки листа достаточна проста и доступна по запросу.
 Футеровка защитными пластинами – самый надежный вид покрытия, антивандальный, устойчивый к ударным воздействиям строительного инструмента, равнотолщинный по всей поверхности и получаемый в отсутствии органических растворителей и вспомогательных процессов. Наибольшим спросом для футеровки пользуются листы из PTFE, листы из PVDF (Ф-2М) и кашированные листы ECTFE (Ф-30).
Футеровка защитными пластинами – самый надежный вид покрытия, антивандальный, устойчивый к ударным воздействиям строительного инструмента, равнотолщинный по всей поверхности и получаемый в отсутствии органических растворителей и вспомогательных процессов. Наибольшим спросом для футеровки пользуются листы из PTFE, листы из PVDF (Ф-2М) и кашированные листы ECTFE (Ф-30).
В некоторых случаях для футеровки используют толстые пленки из фторопластов-4МБ, Ф-2М, Ф-3М, Ф-50 и некоторых других. Такие футеровки выполняются как в виде свободных сварных вкладышей, помещаемых в защищаемую емкость, так и наклейкой с последующей сваркой отдельных элементов футеровки, образующих с металлической поверхностью емкости единую конструкцию. Из перспективных направлений следует отметить способ термодублирования труб и пленок из Ф-4Д стеклотканями, разработанный взамен химической активации Ф-4Д и наклейки дублирующей ткани. При этом достигается очень высокая адгезия между фторопластом и тканью, превосходящая когезионную прочность соединяемых материалов. Такие трубы и пленки с дублирующим слоем могут быть использованы для изготовления бипластмассовой аппаратуры с наружным конструкционным слоем стеклопластика, для футерования газоходов и дымоходов емкостей на ТЭЦ, нефте-химических производствах и для других целей. При этом исключается использование металлических оболочек, чем облегчается вес конструкции.
Заслуживает также внимания разработанный способ футеровочного покрытия наружной поверхности труб, валов и других цилиндрических изделий фторопластовыми пленками путем намотки готовых пленок и последующего термоформования (спекания) заготовок. Таким способом за одну операцию можно получить покрытие толщиной до 1 мм, свободное от пор, пузырей, что в некоторых случаях более производительно, чем порошковое напыление (например, Ф-4МБП).
Альтернативные способы получения покрытий доступны по ссылкам: Покрытия из лаков и дисперсий, Композиции, Порошковое напыление.
ФУТЕРОВКА СТАЛЬНЫХ ТРУБОПРОВОДОВ ФТОРОПЛАСТОМ-4Д
Для повышения прочностных показателей тонкостенную трубу из фторопласта-4Д или сварную плеть из нее заключают в броню в виде стальной трубы с фланцевыми соединениями.
Технология закрепления фторопластовой трубы внутри стальной оболочки (по данным ряда зарубежных фирм, а также Охтинского НПО «Пластполимер») включает подготовку металлической трубы (оболочки), затяжку фторопластовой трубы
внутрь оболочки, отбортовку концов фторопластовой трубы на фланцы, калибрование и испытание фторопластовой трубы.
Зазор между фторопластовой трубой и металлической оболочкой не должен превышать 1-3 мм. Перед футеровкой в
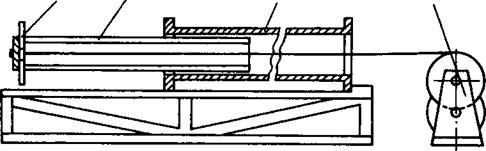 Рис. 5.8. Схема затяжки фторопластовой трубы в металлическую оболочку:
Рис. 5.8. Схема затяжки фторопластовой трубы в металлическую оболочку:
1 — вспомогательный фланец; 2 — фторопластовая труба; 3 — металлическая оболочка; 4 — лебедка
Металлической оболочке просверливают два отверстия диаметром 2 мм на расстоянии 15-40 мм от каждого фланца (для контроля герметичности футерующего слоя), приваривают фланцы, контактную поверхность которых предварительно протачивают под углом 3° для обеспечения контакта отбортовок по плоскости. Затем фторопластовую трубу с помощью лебедки затягивают внутрь оболочки так, чтобы длина ее выступающих с каждой стороны оболочки частей была 20-50 мм (рис. 5.8).
Отбортовку фторопластовой трубы проводят на специальном стенде путем подачи внутрь фторопластовой трубы конусов, нагретых до 280 ± 5°С, с углами 90, 120 и 176° при давлении
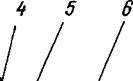

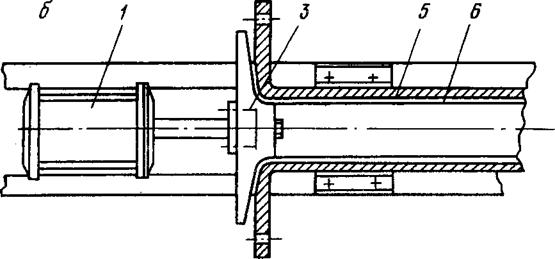
Рис. 5.9. Схема отбортовки фторопластовых труб на фланцы оболочки:
А отбортовка горячим конусом; 6 — отбортовка холодным конусом; / — пневмоцнлнндр; 2 — электронагреватель; і-конус; 4-отверстие (2 шт.); 5 металлическая оболочка; 6 — труба фторопластовая
Рис. 5.10. Подготовка металлической оболочки тройника:
/-труба с фланцами; 2-конус; Dt — внутренний условный диаметр; £>„—I мм-большая ось эллипса;
1liDB — малая ось эллипса; D, — 2 мм-диаметр основания конуса
0,4—0,6 МПа. Нагретые конусы с углами 90 и 120° подводят к фторопластовой трубе и поочередно отбортовывают ими заготовку в течение 1-2 мин; третий конус с углом 176° (охлаждаемый) фиксирует отбортовку (рис. 5.9).
Отбортованную с двух сторон футерованную трубу заглушают с помощью глухих металлических фланцев, при этом одна из труб снабжена штуцером для подачи сжатого воздуха. Снаружи оболочка равномерно нагревается до 280 ± 5°С с помощью кольцевых газовых горелок или оболочку помещают в печь.
В нагретую внутреннюю полость подают сжатый воздух с постепенным повышением давления от ОД до 1 МПа в течение
5- 8 мин, при этом разогретая фторопластовая труба плотно прижимается к стенкам металлической оболочки. Затем нагретую футерованную трубу под давлением 1,0 МПа на 5-10 мин опускают в вацну с холодной водой (20 ± 15°С) для охлаждения и фиксации ф1ч)рипластовой трубы в оболочке. В процессе охлаждения контролируют герметичность футерующего слоя через отверстия в металлической оболочке. Утечка воздуха через отверстия свидетельствует о наличии дефекта футеровки.
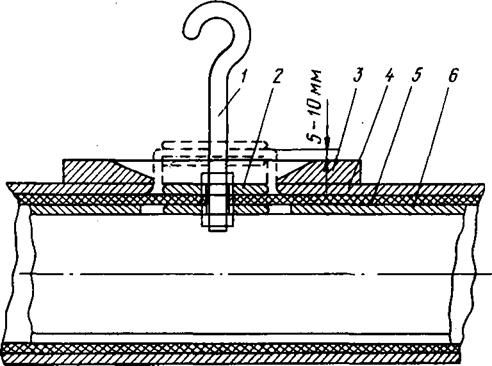
Рис. 5.11. Схема вытяжки бокового отвода:
/-крюк-винт с ганками; 2-шайбы; 3-плоский фланец; 4-металлическая оболочка тройника; 5-труба из
Фторопласта-4Д; б-разрезная оправка
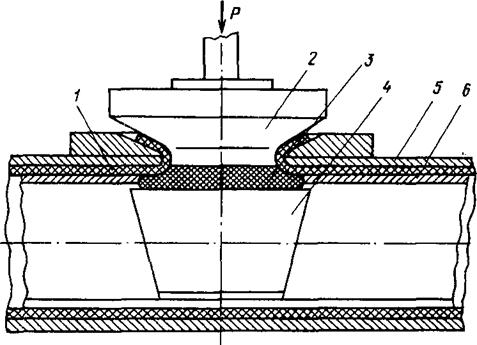
Рис. 5.12. Схема отбортовки бокового отвода:
/ труба из фторопласта; 2-конус с углом 90°; 3 — сырая резина; 4-конус; 5-металлическая оболочка;
Футеровку фитингов (тройников, крестовин, переходников) проводят при температуре 200-280°С. При изготовлении тройника в заготовке металлической трубы (оболочки) вырезают овальное отверстие (рис. 5.10), помещают внутрь трубы конус и, разогрев газовой горелкой до красного каления место вокруг отверстия на ширину 30-50 мм, с помощью домкрата вытягивают конус из трубы. После зачистки на обработанную поверхность накладывают плоский фланец и приваривают его к заготовке.
Фторопластовую трубу, предназначенную для футерования тройников, затягивают в оболочку тройника и отбортовывают на торцовые фланцы, после чего фторопластовые отбортовки зажимают специальными фланцами, чтобы избежать утечки футерующего слоя внутрь. Затем во фторопластовой трубе делают небольшое отверстие для прохода тянущего винта. Внутрь фторопластовой трубы вставляют разрезанную оправку, с помощью которой труба прижимается к стенке металлической оболочки. В отверстие вставляют тянущий болт и с помощью двух шайб участок трубы, по длине равный внутреннему диаметру бокового патрубка, прочно зажимают (рис. 5.11).
Наружную поверхность металлического корпуса нагревают газовой горелкой до 280°С, и участок трубы, зажатый шайбами, вытягивают через отверстия на 5-10 мм над приваренным фланцем металлической оболочки. Затем тройник с оснасткой опускают в ванну с водой и охлаждают.
После охлаждения в вытянутом отводе вырезают отверстие, диаметр которого равен внутреннему диаметру бокового отвода, и производят отбортовку с помощью нагретого до 280°С конуса с углом 90°, поджав с внутренней стороны обратной стороной конуса и уложив внутрь бокового отвода куски сырой резины (рис. 5.12). Отфутерованный тройник (рис. 5.13) калибруют и испытывают на герметичность.
Рис. 5.13. Тройник, футерованный трубами:
/ — труба нз фтороиластсь4Д; 2 съемный штуцер; 3- конус
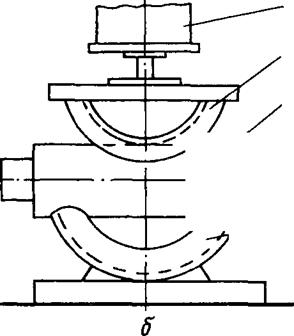
Рис. 5.14. Схема отбортовки отвода из фторопластовой трубы:
А-подготовка фторопластовой трубы; 6-формовка отвода; /-фторопластовая труба; 2 — резиновая вставка; ) кварцевый песок; 4 заглушка; 5 — пневмоцилиндр; б-пуансон; 7 — матрица
Футеровка отводов включает подготовку металлической оболочки, изготовление гнутых труб из фторопласта-4Д, затяжку фторопластовой гнутой трубы в оболочку и отбортовку ее, калибрование и испытание отвода.
При изготовлении гнутых труб из фторопласта-4Д на специальном прессе прямой отрезок трубы (равный длине футеруемой металлической оболочки + 80-100 мм на отбортовку) закрывают с одной стороны специальной заглушкой; заполняют кварцевым песком (предварительно прокаленным и охлажденным) и плотно закрывают второй заглушкой (рис. 5.14, а). Подготовленную трубу укладывают на подставку и прогревают с нижней стороны нагревателем до 100-150°С. После этого прогретую фторопластовую трубу формируют шаблоном с помощью пневмоцилиндра (рис. 5.14,6), закрепляют фиксатором в прогнутом состоянии и охлаждают в таком положении водой. Снимать зафиксированную изогнутую трубу с фиксатора рекомендуется непосредственно перед затяжкой в стальную оболочку. Все остальные операции футеровки аналогичны описанным выше.
При монтаже трубопроводов различного диаметра пользуют-
 / 2
/ 2
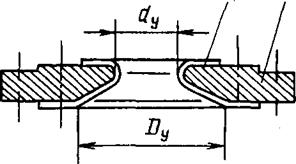
Рис. 5.15. Переходник плоского типа, футерованный фторопластом-4 Д:
I — слой футеровки (фторопластовый); 2 стальной переходник;
Фторопласты
ТЕХНИКА БЕЗОПАСНОСТИ
Фторсодержащие полимеры сами по себе инертны и безвредны для организма. Некоторые марки фторполимеров Министерством здравоохранения СССР допущены к использованию в качестве противоподгорающих покрытий, изделия из фторопласта-4 широко и успешно применяются …
ПРОВЕРКА ГЕРМЕТИЧНОСТИ СВАРНЫХ ШВОВ
Кроме механических испытаний для проверки герметичности сварных соединений и основного материала в случае пленочных фторопластов применяют метод сварных ячеек [33]. Ячейку (рис. 6.6) изготавливают из двух листов пленки, собранных в …
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ ВНЕШНИМ ОСМОТРОМ И МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ
При внешнем осмотре сварных соединений обнаруживают наличие или отсутствие в сварном шве трещин, несплавлений, отслаиваний сварного шва при непроваре и т. д. В протяженных сварных швах проверяют равномерность ширины шва …
Продажа шагающий экскаватор 20/90
Цена договорная
Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и
цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны
перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или
сплошное рыхление взрыванием.
Вместимость ковша, м3 20
Длина стрелы, м 90
Угол наклона стрелы, град 32
Концевая нагрузка (max.) тс 63
Продолжительность рабочего цикла (грунт первой категории), с 60
Высота выгрузки, м 38,5
Глубина копания, м 42,5
Радиус выгрузки, м 83
Просвет под задней частью платформы, м 1,61
Диаметр опорной базы, м 14,5
Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24
Размеры башмака (длина и ширина), м 13 х 2,5
Рабочая масса, т 1690
Мощность механизма подъема, кВт 2х1120
Мощность механизма поворота, кВт 4х250
Мощность механизма тяги, кВт 2х1120
Мощность механизма хода, кВт 2х400
Мощность сетевого двигателя, кВ 2х1600
Напряжение питающей сети, кВ 6
Более детальную информацию можете получить по телефону (063)0416788