Муфты НКТ ГОСТ 633-80
Муфта НКТ разработана для соединения отдельных насосно-компрессорных труб. В процессе производства таких деталей применяют бесшовную, высококачественную заготовку, что позволяет создавать надежные и долговечные соединительные элементы, используемые в устройстве нефтяных скважин и других инженерных систем и сооружений.
Особенности муфт НКТ для труб
Муфты НКТ производят по ГОСТ 633-80, они используются для построения единой колонны из труб, обеспечивают герметичное и надежное соединение, а также полное отсутствие трения в процессе использования трубопровода. Высокая надежность и долговечность дают возможность использовать муфты в геологической разведке, а также в сфере добычи природных ресурсов. Благодаря высокой плотности соединения, стойкости к коррозийным процессам и другим агрессивным воздействиям извне, использование муфт дает возможность строить трубопроводы из труб разной длины и удешевить себестоимость инженерной системы.
Мы занимаемся изготовлением муфт НКТ в полном соответствии с требованиями ГОСТ. Кроме того, у нас можно заказать муфты НКМ и НКВ.
Процесс производства муфт НКТ
Мы занимаемся изготовлением муфт НКТ по ГОСТ, ТУ и чертежам заказчика. Производственный процесс включает в себя нарезку резьбы на станках повышенной точности с ЧПУ. В работе мы используем сертифицированную муфтовую заготовку.
Насосно-компрессорные трубы в процессе эксплуатации подвергаются различным неблагоприятным влияниям, включая перепады температуры, высокое давление и влияние агрессивной среды, поэтому на муфты наносят защиту. Чтобы муфты могли даже в сложных эксплуатационных условиях на протяжении длительного времени сохранять свои исходные параметры, на них наносят спецзащиту. По требованию заказчика в производстве используют следующие методики защиты:
Преимущества муфт от завода «Уральский Проект»
Мы производим муфты НКТ в полном соответствии с нормативно-технической документацией, потому можем гарантировать, что все наши изделия характеризуются высоким качеством. У нас стоит заказывать муфты, так как:
- мы используем для производства только качественное расходное сырье – сертифицированную заготовку, изготовленную в заводских условиях;
- мы производим муфты и другие изделия на высокоточном оборудовании с ЧПУ;
- мы контролируем качество изготовленной продукции;
- мы являемся производителем, потому можем предложить покупателям возможность купить муфты НКТ по выгодной цене;
- мы соблюдаем график поставок в соответствии с договором;
- мы индивидуально подходим к требованиям каждого клиента, поэтому у нас можно заказать муфты и другие изделия в любом объеме, будь то поштучный заказ, либо серийная партия.
Технические характеристики: вес, диаметр муфт НКТ
Вес муфт НКТ, диаметр и другие параметры напрямую зависят от типа изделия. Мы изготавливаем муфты для разных видов труб и с их техническими характеристиками наших изделий по ГОСТ вы можете ознакомиться в таблице ниже.
Муфты для насосно-компрессорных труб

Назначение: Муфты для соединения гладких насосно-компрессорных труб (НКТ) с высаженными наружу концами ГОСТ 633-80.
Данные муфты используются при эксплуатации и обслуживании нефтяных скважин совместо с гладкими насосно-компрессорными трубами с высаженными наружу концами.
Муфты изготавливаются в строгом соответствии с требованиями ГОСТ 633-80.
Составляющие качества изделий
- Технология производства муфт на нашем заводе предусматривает изготовление из штампованной заготовки с расположением волокон металла по образующей цилиндра.
- Обработка изделий осуществляется на специальном высокоточном оборудовании.
- Каждая муфта проходит термическую обработку, гидравлические испытания на прочность и проверку 100%-й магнитоиндукционной дефектоскопией.
Соблюдение всех этих технологических особенностей позволяют нам производить и поставлять муфты, выгодно отличающиеся от продукции конкурентов, выпускаемую на основе трубных заготовок. Муфты НКТ рассчитаны на значительно большее количество спусков-подъемов по сравнению с аналогами.
Муфты НКТ, а также НКВ и НКМ используются для соединения ниппельных частей труб, патрубков и переводников при эксплуатации и обслуживании нефтяных скважин необходимого диаметра.
Муфты НКТ, а также НКВ и НКМ производятся у нас на заводе на высокоточных токарных станках и квалифицированными специалистами, из соответствующей заказу заготовки от производителя, что гарантирует высокое качество продукции и отсутствие риска на возврат товара от заказчика.
Все производимые муфты проходят Отдел Технического Контроля на нашем производстве, а так же уже на этапе изготовления проверяется качество изделия токарем, после предварительной проверки ОТК, муфты отправляются на фосфатацию, (по желанию заказчика оцинкование или цементацию) готового изделия, по готовности муфты снова подвергаются проверке ОТК по партиям.
Технические характеристики
Муфты для гладких насосно-компрессорных труб
Основные параметры резьбовых соединений НКТ и НКТВ
6.2.1 Общий вид резьбовых соединений НКТ и НКТВ показан на рисунках 13 и 14.

D — наружный диаметр трубы; DM — наружный диаметр муфты; d — внутренний диаметр трубы; LM — длина муфты; t — толщина стенки трубы
Рисунок 13 — Общий вид резьбового соединения НКТ

D — наружный диаметр трубы; DВ — наружный диаметр высаженного конца трубы; DM — наружный диаметр муфты; d — внутренний диаметр трубы; LM — длина муфты; t — толщина стенки трубы
Рисунок 14 — Общий вид резьбового соединения НКТВ
6.2.2 Основные геометрические параметры и предельные отклонения параметров резьбового соединения НКТ должны соответствовать указанным на рисунках 15 и 16 и в таблицах 11 и 13, резьбового соединения НКТВ — на рисунках 15 и 16 и в таблицах 12 и 14.

** Размер не регламентируется.
D — наружный диаметр трубы; DВ — наружный диаметр высаженного конца трубы с соединением НКТВ; dср — средний диаметр резьбы в основной плоскости; d1 — наружный диаметр резьбы в плоскости торца трубы; d2 — внутренний диаметр резьбы в плоскости торца труб; L — общая длина резьбы трубы (от торца трубы до конца сбега резьбы); l — длина резьбы с полным профилем (от торца трубы до основной плоскости); l1 — длина резьбы с неполным профилем; l2 — длина сбега резьбы
Рисунок 15 — Основные геометрические параметры резьбовых соединений НКТ или НКТВ трубы
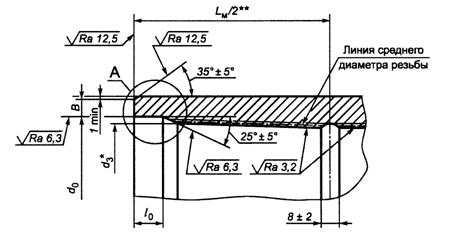
** Размер не регламентируется.
В — ширина торцовой плоскости муфты; d0 — диаметр цилиндрической расточки муфты; d3 — внутренний диаметр резьбы муфты в плоскости торца трубы; LM — длина муфты; l0 — длина цилиндрической расточки муфты
1 Вместо цилиндрической расточки у торца муфты допускается выполнение конической расточки с теми же длиной и диаметром, образующая которой параллельна образующей конуса резьбы.
2 Для выхода резьбообразующего инструмента на середине муфты может быть выполнена проточка на глубину, превышающую высоту профиля не более чем на 0,50 мм. Проточка не должна иметь острых кромок. При отсутствии проточки допускается перерез встречных ниток в середине муфты, на расстоянии не более (13 — Р) мм от середины муфты в обе стороны, где Р — шаг резьбы, округленный до целого значения.
Рисунок 16 — Основные геометрические параметры резьбовых соединений НКТ и НКТВ муфты
Таблица 11 — Основные геометрические параметры резьбового соединения НКТ трубы
| Условный диаметр трубы | Наружный диаметр трубыD* | Шаг резьбыР | Средний диаметр резьбы в основной плоскости dср * | Наружный диаметр резьбы в плоскости торца трубы d1* | Внутренний диаметр резьбы в плоскости торца трубы d2* | Общая длина резьбы L | Длина резьбы с полным профилем l* | Длина сбега резьбы l2 не более |
| Номинальное значение | Предельное отклонение | |||||||
| 33,40 | 2,540 | 32,065 | 32,382 | 29,568 | 29,0 | ±2,5 | 16,3 | |
| 42,18 | 40,828 | 40,948 | 38,124 | 32,0 | 19,3 | |||
| 48,26 | 46,924 | 46,866 | 44,042 | 35,0 | 22,3 | |||
| 60,32 | 58,989 | 58,494 | 55,670 | 42,0 | 29,3 | |||
| 73,02 | 71,689 | 70,506 | 67,682 | 53,0 | 40,3 | |||
| 88,90 | 87,564 | 85,944 | 83,120 | 60,0 | 47,3 | |||
| 101,60 | 3,175 | 99,866 | 98,519 | 94,899 | 62,0 | ±3,2 | 49,3 | |
| 114,30 | 112,566 | 111,031 | 107,411 | 65,0 | 52,03 | |||
| * Размер для справок. |
Таблица 12 — Основные геометрические параметры резьбового соединения НКТВ трубы
| Условный диаметр трубы | Наружный диаметр трубы D* | Наружный диаметр высаженной части DВ* | Шаг резьбыР | Средний диаметр резьбы в основной плоскостиdср * | Наружный диаметр резьбы в плоскости торца трубыd1 * | Внутренний диаметр резьбы в плоскости торца трубыd2* | Общая длина резьбы L | Длина резьбы с полным профилем l * | Длина сбега резьбы l2 не более |
| Номинальное значение | Предельное отклонение | ||||||||
| 26,67 | 33,40 | 2,540 | 32,065 | 32,383 | 29,568 | 29,0 | ±2,5 | 16,3 | |
| 33,40 | 37,30 | 35,970 | 36,100 | 33,276 | 32,0 | 19,3 | |||
| 42,16 | 46,00 | 44,701 | 44,634 | 41,819 | 35,0 | 22,3 | |||
| 46,26 | 53,20 | 51,845 | 51,662 | 48,833 | 37,0 | 24,3 | |||
| 60,32 | 65,90 | 3,175 | 64,148 | 63,551 | 59,931 | 50,0 | ±3,2 | 37,3 | |
| 73,90 | 78,60 | 76,848 | 76,001 | 72,381 | 54,0 | 41,3 | |||
| 88,90 | 95,20 | 93,516 | 92,294 | 88,674 | 60,0 | 47,3 | |||
| 101,60 | 108,00 | 106,216 | 104,744 | 101,124 | 64,0 | 51,3 | |||
| 114,30 | 120,60 | 118,916 | 117,256 | 113,636 | 67,0 | 54,3 | |||
| * Размер для справок. |
Таблица 13 — Основные геометрические параметры резьбового соединения НКТ муфты
| Условный диаметр трубы | Наружный диаметр трубыD* | Шаг резьбы Р | Средний диаметр резьбы в основной плоскости dср * | Диаметр цилиндрической расточки муфты d0 +0,8 -0,0 | Внутренний диаметр резьбы муфты в плоскости торца муфты d3 * | Длина цилиндрической расточки муфты l0 +1,5 -0,5 | Ширина торцовой плоскости муфты В,не менее | Натяг при свинчивании трубы с муфтой вручную Ah ±P** |
| 33,40 | 2,540 | 32,065 | 35,0 | 31,210 | 8,0 | 2,0 | 5,0 ±2,5 | |
| 42,16 | 40,828 | 43,8 | 39,973 | 2,5 | ||||
| 48,26 | 46,924 | 49,9 | 46,069 | 1,5 | ||||
| 60,32 | 58,989 | 61,9 | 58,134 | 4,0 | ||||
| 73,90 | 71,689 | 74,6 | 70,834 | 5,5 | ||||
| 88,90 | 87,564 | 90,5 | 86,709 | 6,5 | ||||
| 101,60 | 3,175 | 99,866 | 103,2 | 98,519 | 9,5 | 6,5 | 6,5 ±3,2 | |
| 114,30 | 112,566 | 115,9 | 111,219 | 6,0 | ||||
| * Размер для справок. ** Значение шага резьбы, округленное до первого десятичного знака. |
Таблица 14 — Основные геометрические параметры резьбового соединения НКТВ муфты
| Условный диаметр трубы | Наружный диаметр трубыD* | Шаг резьбы Р | Средний диаметр резьбы в основной плоскости dср * | Диаметр цилиндрической расточки муфты d0 +0,8 | Внутренний диаметр резьбы в плоскости торца муфты d3* | Длина расточки муфты l0 +1,5 -0,5 | Ширина торцовой плоскости муфтыВ, не менее | Натяг при свинчивании трубы с муфтой вручную Ah±Р ** |
| 26,67 | 2,540 | 32,065 | 35,0 | 31,210 | 8,0 | 2,0 | 5,0 ±2,5 | |
| 33,40 | 35,970 | 38,9 | 35,115 | 3,0 | ||||
| 42,16 | 44,701 | 47,6 | 43,846 | 2,5 | ||||
| 48,26 | 51,845 | 54,8 | 50,990 | 2,5 | ||||
| 60,32 | 3,175 | 64,148 | 67,5 | 62,801 | 9,5 | 3,5 | 6,5 ±3,2 | |
| 73,90 | 76,848 | 80,2 | 75,501 | 4,5 | ||||
| 88,90 | 93,516 | 96,9 | 92,169 | 6,5 | ||||
| 101,60 | 106,216 | 109,6 | 104,869 | 6,5 | ||||
| 114,30 | 118,916 | 122,3 | 117,569 | 7,5 | ||||
| * Размер для справок. ** Значение шага резьбы, округленное до первого десятичного знака. |
6.2.3 На расстоянии от торца трубы менее (l — 7,5) мм для резьбы с шагом 2,540 мм и менее (l — 10,0) мм для резьбы с шагом 3,175 мм не допускаются витки резьбы с черновинами.
6.2.4 Минимальная толщина стенки трубы под резьбой в плоскости торца трубы должна быть не менее 1,0 мм для труб условным диаметром до 48 мм включительно и не менее 2,0 мм для труб остальных диаметров.
Толщину стенки трубы под резьбой в плоскости торца трубы вычисляют по следующей формуле
где tr — толщина стенки трубы под резьбой в плоскости торца трубы, мм, округленная до 0,1 мм;
r — номинальная толщина стенки, мм;
D — номинальный наружный диаметр трубы, мм;
d2 — внутренний диаметр резьбы в плоскости торца трубы, мм;
Δ — величина плюсового предельного отклонения наружного диаметра трубы, равная 0,8 мм для труб условным диаметром до 102 мм включительно и 0,9 мм для труб условным диаметром 114 мм.
Если расчетное значение tr менее или равно 1,0 мм для труб условным диаметром до 48 мм включительно и менее или равно 2,0 мм для труб остальных диаметров, то минимальная толщина стенки трубы под резьбой в плоскости торца трубы должна быть не менее 1,0 или 2,0 мм соответственно,
Если расчетное значение tr более 1,0 мм для труб условным диаметром до 48 мм включительно или более 2,0 мм для труб остальных диаметров, то минимальная толщина стенки трубы под резьбой в плоскости торца трубы должна быть не менее расчетного значения.
6.2.5 Оси резьбы обоих концов муфты должны совпадать. Предельное отклонение от соосности в плоскости торца муфты не должно превышать 0,75 мм, предельное отклонение от соосности на расстоянии 1 м от середины муфты не должно превышать 3,00 мм. Допускается увеличение предельного отклонения от соосности в плоскости торца муфты до 1,00 мм при одновременном уменьшении предельного отклонения от соосности на расстоянии 1 м от середины муфты до 2,00 мм.
6.2.6 Овальность резьбы муфты (разность диаметров резьбы муфты в одном сечении) не должна превышать:
— 0,100 мм — для муфт к трубам условным диаметром от 27 до 60 мм;
— 0,130 мм — для муфт к трубам условным диаметром от 73 до 89 мм;
— 0,150 мм — для муфт к трубам условным диаметром от 102 до 114 мм.
6.2.7 При свинчивании труб с муфтами вручную натяг Ah (расстояние от торца муфты до конца сбега резьбы на трубе) (рисунок 17) должен соответствовать указанному в таблицах 12 и 14.
При механическом свинчивании труб с муфтами торец муфты должен совпадать с концом сбега резьбы на трубе (см. рисунок 17).
Ah — натяг при свинчивании труб с муфтами вручную
Рисунок 17 — Схема свинчивания муфт и труб с резьбовыми соединениями НКТ или НКТВ