Условное обозначение профилей проката
При изображении металлических конструкций на схемах и чертежах обозначаются профили прокатной стали, из которой они изготовлены, а также другие элементы. Согласно действующим правилам и нормам указывать их следует как в выносных надписях, так и в текстовых документах.
Название и профиль стального проката определяется на основании формы его поперечного сечения. Сейчас самыми распространенными профилями стального проката являются: угловая равнополочная, угловая неравнополочная, тавровая, двутавровая, зетовая, швеллер. Размеры всех этих и других профилей указываются в специальных справочниках на стальной прокат, а также в ГОСТах.
На чертежах в разрезах и видах профили проката указываются при помощи контурных изображений, при этом скругления уклонов и углов полок не отображаются. С правой стороны от графического изображения профиля проставляются значения следующих величин:
- Толщина и ширина полки (для уголка)
- Диаметр стержня (для круглой стали)
- Номер профиля (для швеллера и двутавра)
- Внутренний даиметр и толщина стенки (для трубы)
- Ширина и толщина листа (для полосовой стали)
В тех случаях, когда элемент металлической конструкции состоит из нескольких идентичных профилей, то их количество указывается перед обозначением, к примеру: 3 L 150 × 65 × 7 .
Если проект предполагает применение в конструкции не только стали, но и других металлов (к примеру, алюминия), то для того, чтобы обозначить элементы, которые из них изготавливаются, перед указанием профилей наносятся специальные буквенные символы. Они соответствуют первым буквам названия металла, например: Ал L 60 × 6 .
Чтобы обозначить на схемах расположение таких конструктивных элементов, как фермы, балки, колонны и связи, используются условные изображения.
Чаще всего для соединения друг с другом различных элементов металлических конструкций используются сварные швы, а иногда – заклепки.































h × a × s

h × a × b × s




h × a × b × s


h × a × s
Процесс прокатки металла
В современной экономике производство различных металлов имеет немалое значение. Как показывает практика, от того, насколько хорошо в той или иной стране развито металлургическое производство, зависит степень обеспеченности металлами машиностроительных, транспортных, строительных предприятий, сельского хозяйства, а также многих других отраслей. С точки зрения технологии, последней стадией металлургического производства является получение готового проката.
Его непосредственным изготовлением занимаются специализированные прокатные производства. Они оснащены технологическим оборудованием, обрабатывающим практически весь объем стали, который выплавляется в сталеплавильных цехах. Эти машины называются прокатными станами и представляют собой сложный комплекс механизмов, узлов и деталей, предназначенных для осуществления пластической деформации металла. Прокатные станы обладают большой мощностью, а придание стали необходимой формы производится с помощью ее прохождения между валками.
Конструктивно современные прокатные станы состоят из трех основных узлов: рабочих клетей, электродвигателей и передаточных устройств. Рабочие клети состоят из валков, станин, проводки, установочных механизмов и плитовин. Электродвигатели необходимы для вращения валков через передаточные механизмы, которые, в свою очередь, состоят из шпинделей, шестерен, муфт.
По сути дела, в промышленном производстве прокатка – это разновидность обработки металла давлением, при которой ему придается требуемая форма путем сжатия между вращающитмися валками. При этом заготовка вытягивается и сжимается в поперечнике. Профиль готового изделия зависит от профиля отверстий валков, которые сжимают исходную заготовку.
ГОСТ 8639-82
М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т
Трубы стальные квадратные.
Сортамент
ГОСТ 8639-82
1. Настоящий стандарт распространяется на стальные бесшовные горячедеформированные и холоднодеформированные, электросварные и электросварные холоднодеформированные трубы.
(Измененная редакция, Изм. № 1).
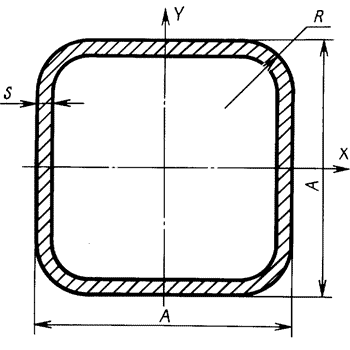
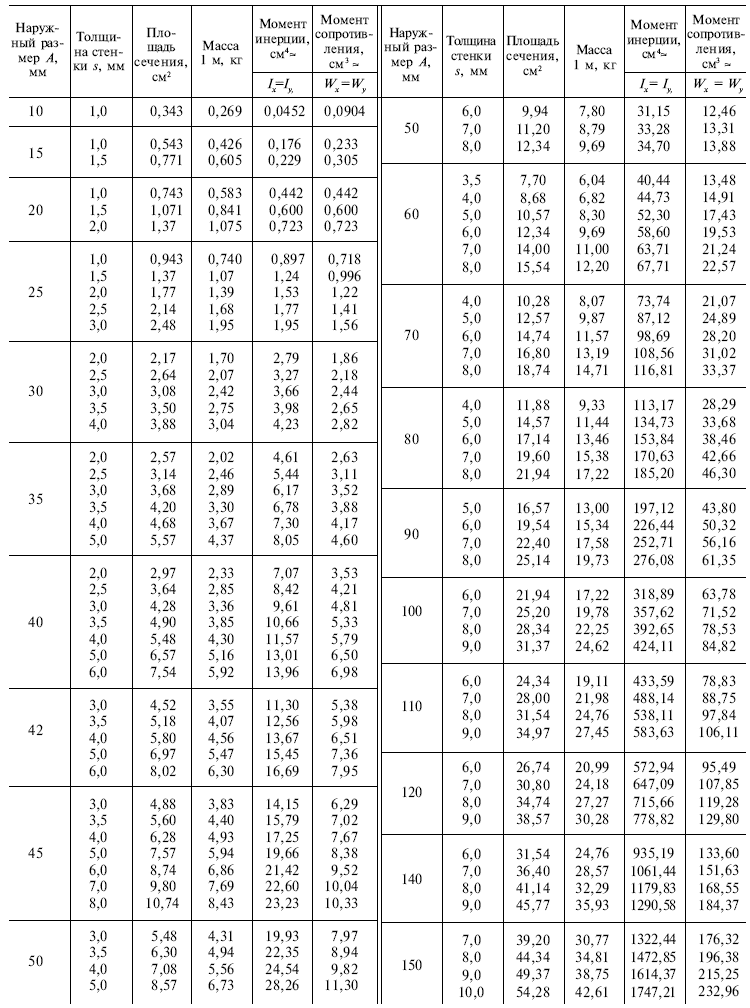
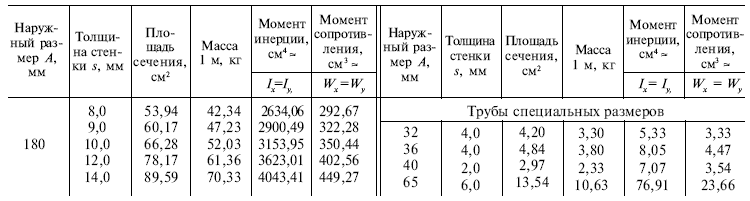
2. Форма и размеры квадратных труб должны соответствовать указанным на чертеже и в табл.1.
Т а б л и ц а 1
Т а б л и ц а 1 — продолжение
1. Масса вычислена при плотности стали 7,85 г/см 3 .
2. Статические характеристики труб рассчитаны для R= 1,5s.
Примеры условных обозначений
Трубы наружным размером 40 мм, толщиной стенки 3 мм, длиной, кратной 1250 мм, из стали марки 10, группы В ГОСТ 13663-86:

То же, мерной длиной 6000 мм:


3. Трубы наружными размерами от 10 до 120 мм толщиной стенки от 1,0 до 8,0 мм изготовляют холоднодеформированными, трубы наружными размерами от 60 до 180 мм толщиной стенки от 4,0 до 14,0 мм изготовляют горячедеформированными, трубы наружными размерами от 10 до 100 мм толщиной стенки от 1,0 до 5,0 мм изготовляют электросварными.
2, 3. (Измененная редакция, Изм. № 1).
4. Радиус закругления R должен быть не более 2s.
По согласованию изготовителя с потребителем радиус закругления должен быть не более 1,5s, для электросварных труб размером 60·60·4 мм-не более 3s.
5. Трубы изготовляют:
немерной длины
бесшовные горячедеформированные -от 4 до 12,5 м,
бесшовные холоднодеформированные и электросварные -от 1,5 до 9 м;
мерной длины
бесшовные горячедеформированные -от 4 до 12,5 м;
бесшовные холоднодеформированные -от 4,5 до 11 м;
электросварные -от 5 до 9м.
Предельное отклонение на общую длину +100 мм;длины кратно и мерной
бесшовные горячедеформированные -от 4 до 12,5 м с припуском на каждый рез по 5 мм;
бесшовные холоднодеформированные-от 1,5 до 11 м с припуском ни каждый рез по 5 мм;
электросварные-любой кратности, не превышающей нижнего предела, установленного для мерных труб.
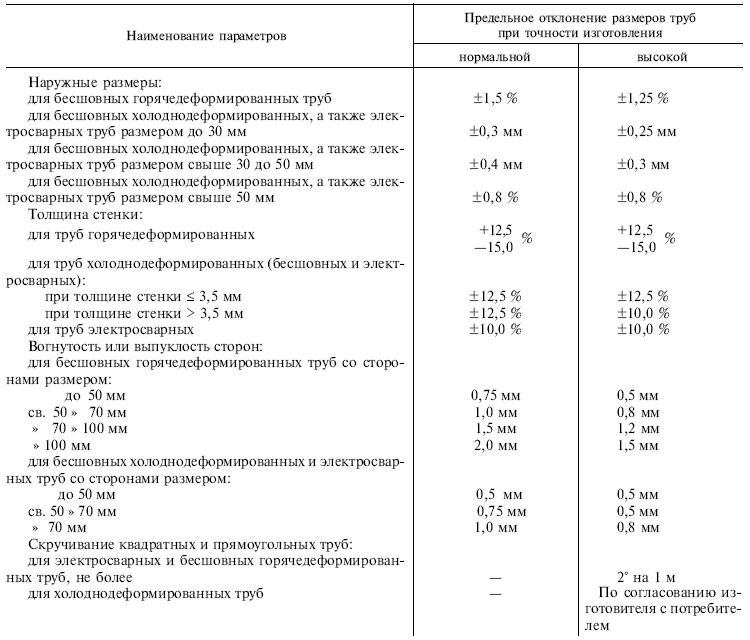
Общая длина кратных труб не должна превышать верхнего предела мерных труб. Припуск для каждой кратности устанавливается по 5 мм (если другой припуск не оговорен в заказе) и входит в каждую заказываемую кратность. (Измененная редакция, Изм. № 1, № 3).6. Предельные отклонения по наружным размерам, толщине стенки и вогнутости сторон не должны превышать указанных в табл. 2.
Т а б л и ц а 1
Примечание.
По согласованию изготовителя с потребителем трубы изготовляют со смещенным допуском по наружным размерам и толщине стенки. Величина поля смещенного допуска не должна превышать суммы предельных отклонений, приведенных в табл. 2. (Измененная редакция, Изм. № 1).
7. Разностенность не должна выводить стенку за предельные отклонения по толщине стенки.
8. В поперечном сечении трубы отклонение от прямого угла не должно превышать ±1,5°.
9. Кривизна труб не должна превышать 2 мм на 1м длины. По требованию потребителя трубы изготовляют без правки, при этом нормы по кривизне не регламентируются.
11. Технические требования должны соответствовать ГОСТ 13663.