- Применение труб ПНД: преимущества и недостатки ПНД труб
- Классификация труб ПНД
- Процесс изготовления труб
- Преимущества и недостатки труб ПНД
- Способы соединения полиэтиленовых труб
- Разъемное соединение
- Неразъемное соединение
- 1. ТРУБЫ
- 2. РАСТРУБЫ И ГЛАДКИЕ КОНЦЫ ФАСОННЫХ ЧАСТЕЙ
- 3. ПАТРУБКИ
- 4. ПАТРУБКИ КОМПЕНСАЦИОННЫЕ
- 5. ПАТРУБКИ ПЕРЕХОДНЫЕ
- 6. ПАТРУБКИ ПРИБОРНЫЕ
- 7. ОТВОДЫ ПРИБОРНЫЕ
- 8. ОТВОДЫ
- 9. ТРОЙНИКИ
Применение труб ПНД: преимущества и недостатки ПНД труб
 Чугунные и металлические трубы при прокладке новых трубопроводов, систем канализации, ремонте старых магистралей, постепенно вытесняют трубы из полиэтилена.
Чугунные и металлические трубы при прокладке новых трубопроводов, систем канализации, ремонте старых магистралей, постепенно вытесняют трубы из полиэтилена.
По своим свойствам, этот материал инертен к химическому воздействию, ему не страшна коррозия, он обладает высокими прочностными характеристиками. Труба пнд 110 широко применяется при прокладке канализационных сетей, а ее монтаж под силу осуществить человеку, далекому от вопросов строительства, благодаря универсальной методике соединения. В настоящее время практически все новые жилые, производственные и коммерческие объекты возводятся с устройством канализации из труб пнд.
Полиэтилен относится к группе полимеров, который получают из этилена, представляющего собой газообразное вещество. Для получения материала используются катализаторы, способствующие реакции полимеризации при высоком давлении и температуры. Свойства материала во многом зависят от параметров оказываемого давления:
- при высоком температурном режиме и давление получают материал низкой плотности;
- при низком давлении и температуре получают полиэтилен высокой плотности, который и получил название ПНД, он имеет кристаллическую структуру и плотность 0,941 г/куб. см., это придает материалу повышенную жесткость, прочность, надежность, что и послужило критериями выбора для изготовления канализационных труб.
Классификация труб ПНД
Классифицируются трубы ПНД по нескольким признакам. По своему назначению это может быть:
- техническая труба, применяемая для прокладки кабельной продукции, газопровода, системы канализации;
- пищевая труба, которая идет на устройство питьевого водоснабжения.
Напорные трубы ПНД подразделяются на несколько видов:
- легкие, выдерживающие давление в пределах 2,5 атм;
- «СЛ» или средне-легкие, выдерживающие 4 атмосферы;
- «С» или средние, с рабочим давлением до 6 атмосфер;
- «Т» — тяжелые, выдерживающие давление 10 атм.
Процесс изготовления труб
 Процесс полимеризации этилена позволяет получить гранулированный полиэтилен, служащий сырьем для производства пластиковой трубной продукции. Изготавливается труба методом экструзии. Процесс сопровождается расплавлением полиэтилена и его пропуском через кольцевидную форму. Рабочая операция происходит в вакуумной камере, что и позволяет материалу сохранить полученную форму. Полученные таким образом трубы оснащаются уплотнителями, производится их упаковка и отправка потребителю. Более сложная технология применяется для изготовления двухслойных гофрированных труб ПНД. Вся продукция должна изготавливаться в соответствии с утверждёнными стандартами.
Процесс полимеризации этилена позволяет получить гранулированный полиэтилен, служащий сырьем для производства пластиковой трубной продукции. Изготавливается труба методом экструзии. Процесс сопровождается расплавлением полиэтилена и его пропуском через кольцевидную форму. Рабочая операция происходит в вакуумной камере, что и позволяет материалу сохранить полученную форму. Полученные таким образом трубы оснащаются уплотнителями, производится их упаковка и отправка потребителю. Более сложная технология применяется для изготовления двухслойных гофрированных труб ПНД. Вся продукция должна изготавливаться в соответствии с утверждёнными стандартами.
Труба ПНД безнапорная для системы канализации изготавливается по ГОСТ 22689.2−89, имеет диаметр от 45 до 110 мм, и длину от 2 до 8 метров. Все фасонные элементы: тройники, отводы, крестовины и также диаметр и длина раструбов регламентируются тоже ГОСТ. Каждая труба должна иметь маркировку, из которой сразу становится понятно, какой именно вид продукции перед вами. Так, если на трубе маркировка «ТК 110 — 6000 — ПНД .2−89», то это означает, вы имеете дело с трубой для канализации диаметров 110 мм и длиной 6 метров.
Преимущества и недостатки труб ПНД
В большинстве случаев продукция поставляется в бухтах и такие трубы обладают целым рядом преимуществ:
- долговечность, если верить производителям, то их продукция при должном обслуживании прослужит до 300 лет, но пока научных подтверждений этому нет, по крайнее мере в ближайшие лет 50 беспокоиться о канализационных трубах вам не придется;
- высокая устойчивость к воздействию агрессивных сред и процессам коррозии;
- на протяжении всего срока эксплуатации полное сохранение своих радиальных и линейных размеров;
- низкая теплопроводность;
- повышенная эластичность;
- небольшой вес;
- простой монтаж;
- способность выдерживать гидравлические удары.
- низкая устойчивость к воздействию высоких температур (не касается труб из сшитого полиэтилена, выдерживающих температуру в 4000С);
- невысокую механическую прочность, если сравнивать с чугунными трубами;
- подверженность воздействию ультрафиолетовых лучей.
Сфера применения труб из полиэтилена:
- устройство внутренней и внешней систем канализации;
- прокладка трубопровода для снабжения питьевой и технической водой;
- устройство систем отопления и горячего водоснабжения;
- перемещение различных сред в промышленности, включая и агрессивные по своим характеристикам;
- прокладка кабельной продукции и использование в качестве гидроизоляции теплотрасс.
Способы соединения полиэтиленовых труб
 На сегодняшний день существует два основных вида соединения и выбор одного из них напрямую зависит от функционального назначения трубопровода — это диффузная сварка (неразъемное соединение) и разъемное соединение.
На сегодняшний день существует два основных вида соединения и выбор одного из них напрямую зависит от функционального назначения трубопровода — это диффузная сварка (неразъемное соединение) и разъемное соединение.
Монтаж труб с помощью разъемного соединения возможен только при создании безнапорной канализации. В свою очередь, диффузная сварка применяется в том случае, когда осуществляется прокладка трубопровода, который будет эксплуатироваться под давлением или при создании напорной канализации.
Разъемное соединение
- экономичность, не требуется применять специальный инструмент или оборудование;
- доступность и простота;
- высокоскоростной монтаж.
Монтаж трубы канализации осуществляется с помощью специальных фитингов в раструб. Муфты могут быть различных видов: редукционная, компрессионная, соединительная.
- Соединительная муфта может использоваться только в трубопроводах, которые будут работать без давления.
- Редукционная. Применяется когда есть необходимость соединить трубы разного диаметра.
- Компрессионная. Позволяет создать надежное и полностью герметичное соединение в напорной канализации и трубопроводе. Может использоваться, когда требуется соединить полиэтиленовую и металлическую трубу.
Неразъемное соединение
При использовании метода диффузной сварки производится разогрев торцов труб, соединяющих элементов с последующим соединением. После того, как полиэтилен остынет, получается прочное соединение, имеющие связи на молекулярном уровне.
На рынке представлен большой ассортимент полиэтиленовой трубной продукции от отечественных производителей. В том числе от компании «Геопласт», ЗАО «Техстрой», холдинга «Полимерные трубопроводные системы», компании «Полимер Урал». Вся продукция изготавливается с применением высокотехнологичного оборудования, отличается высоким качеством изготовления, доступными ценами, надежностью, практичностью и долговечностью.
В заключении можно сказать, что используя трубу ПНД и разъемное соединение, можно не имея специальных навыков и опыта, произвести монтаж системы канализации своими руками, не прибегая к помощи специалистов.
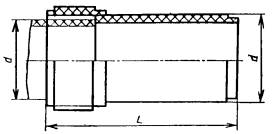
1. ТРУБЫ
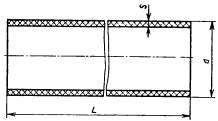
1.1. Канализационные трубы следует изготовлять прямыми отрезками длиной 2; 3; 5,5; 6 и 8 м с размерами, указанными на черт. 1 и в табл. 1.
По согласованию изготовителя с потребителем допускается изготовление труб другой длины .
1. Допускается до 01.01.91 по согласованию с потребителем изготовление труб номинальным наружным диаметром 48,6 и 107,5 мм по утвержденной конструкторской документации с предельными отклонениями от размеров, указанными для изделий номинальным диаметром 50 и 110 мм.
2. Теоретическая масса труб приведена в табл. 22 приложения.
Пример условного обозначения трубы канализационной наружным диаметром 110 мм длиной 6000 мм из ПНД:
Труба ТК 110- 6000 -ПНД ГОСТ 22689.2
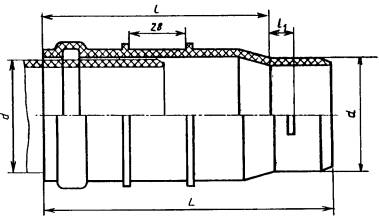
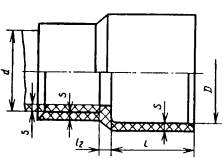
2. РАСТРУБЫ И ГЛАДКИЕ КОНЦЫ ФАСОННЫХ ЧАСТЕЙ
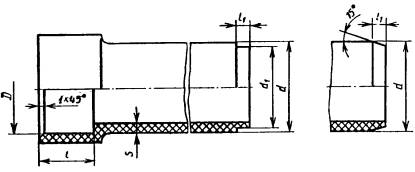
2.1. Конструкция и размеры раструбов и гладких концов фасонных частей типа Кк должны соответствовать указанным на черт. 2 и в табл. 2, типа Сс — на черт. 3 и в табл. 3, типа Рр — на черт. 4 и в табл. 4
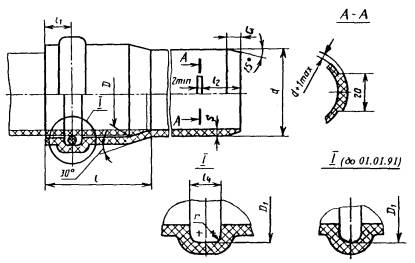

1. Допускается до 01.01.91 по согласованию с потребителем изготовление фасонных частей для труб номинальным наружным диаметром 48,6 и 107,5 мм по утвержденной конструкторской документации с отклонениями от размеров, указанными для изделий диаметром 50 и 110мм.
2. Теоретическая масса фасонных частей приведена в табл. 23 приложения.
3. ПАТРУБКИ
3.1. Патрубки следует изготовлять типов:
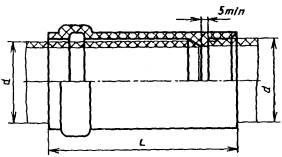
КС — с раструбами для соединения уплотнительным кольцом и сваркой (черт.5);
Кс — с раструбом для соединения уплотнительным кольцом и гладким концом для соединения сваркой (черт. 6);
Рс — с раструбом для соединения гайкой и гладким концом для соединения сваркой (черт. 7):
СР — с раструбом для соединения сваркой и раструбом для соединения гайкой (черт. 8),


3.2. Размеры патрубков должны соответствовать указанным в табл. 5
L , не менее, для патрубков типов
Пример условного обозначения патрубка типа КС для труб диаметром 50 мм из ПНД:
Патрубок П 50К ´ 50С — ПНД ГОСТ 22689.2
4. ПАТРУБКИ КОМПЕНСАЦИОННЫЕ
4.1. Компенсационные патрубки следует изготовлять типов:
Кк — с компенсационным раструбом и гладким концом для соединения уплотнительным кольцом (черт. 9);
Компенсационный патрубок типа Кк
КС — с компенсационным раструбом и раструбом для соединение сваркой (черт. 10);
Кс — с компенсационным раструбом и гладким концом для соединения сваркой (черт. 11).
Компенсационный патрубок типа КС

Компенсационный патрубок типа Кс

4.2. Размеры компенсационных патрубков различных типов должны соответствовать указанным в табл. 6.
L , не менее, для патрубков типов
Пример условного обозначения компенсационного патрубка типа Кс из ПНД для соединения труб диаметром 110 мм:
Патрубок ПК 110 K ´ 110с — ПНД ГОСТ 22689.2
5. ПАТРУБКИ ПЕРЕХОДНЫЕ
5.1. Переходные патрубки следует изготовлять типов:
кК — с гладким концом и раструбом для соединения уплотнительным кольцом (черт. 12);
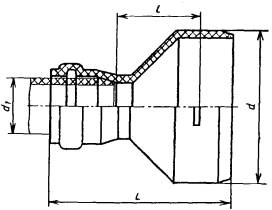
сК — с гладким концом для соединения сваркой и раструбом для соединения уплотнительным кольцом (черт. 13);
сС — с гладким концом и раструбом для соединения сваркой (черт. 14);
сР — с гладким концом для соединения сваркой и раструбом для соединения гайкой (черт. 15).



5.2. Размеры переходных патрубков должны соответствовать указанных в табл.7.
L , не менее для патрубков типов
Пример условного обозначения переходного патрубка типа кК из ПНД для соединения труб диаметрами 90 и 50 мм:
Патрубок ПП 90к ´ 50К — ПНД ГОСТ 22689.2
6. ПАТРУБКИ ПРИБОРНЫЕ
6.1. Приборные патрубки следует изготовлять следующих типов:
Ук — с раструбом для присоединения к выпуску унитаза или к выпуску чугунного трапа и гладким концом для соединения уплотнительным кольцом (черт. 16);

УС — с раструбом для присоединения к выпуску унитаза или к выпуску чугунного трапа и раструбом для соединения сваркой (черт. 17).
6.2. Размеры приборных патрубков должны соответствовать указанным в табл. 8.
Пример условного обозначения приборного патрубка типа Ук диаметром 110 мм из ПНД для присоединения к выпуску унитаза:
Патрубок ППр Ук ´ 110к- ПНД ГОСТ 22689.2
7. ОТВОДЫ ПРИБОРНЫЕ
7.1. Приборные отводы следует изготовлять следующих типов:
УС — с раструбом для присоединения к выпуску унитаза и раструбом для соединения сваркой (черт. 18);

Ук — с раструбом для присоединения к выпуску унитаза и гладким концом для соединения уплотнительным кольцом (черт. 19).

7.2. Размеры приборных отводов должны соответствовать указанным в табл. 9.
Пример условного обозначения отвода приборного типа УС диаметром 110 мм из ПНД для присоединения к выпуску унитаза:
Отвод ОПр У ´ 110С — ПНД ГОСТ 22689.2
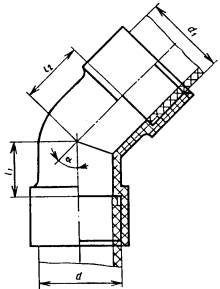
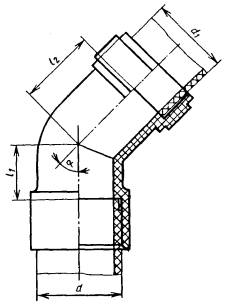
8. ОТВОДЫ
8.1. Отводы следует изготовлять типов:
Кк — с раструбом и гладким концом для соединения уплотнительным
СК — с раструбами для соединения сваркой и уплотнительным кольцом (черт. 21);
СС — с раструбами для соединения сваркой (черт. 22);
СР — с раструбами для соединения сваркой и гайкой (черт. 23).
8.2. «Размеры отводов должны соответствовать указанным в табл. 10.


Примечание. Размеры 50 ´ 40 даны для отводов типов СК и СР
Пример условного обозначения отвода типа СР с углом a = 87° 30′ из ПНД для соединения с трубами 50 мм и 40 мм:
Отвод О 50С ´ 40Р — ПНД ГОСТ 22689.2
То же, типа СК с углом a = 30°:
Отвод О 30° 40С ´ 50 K — ПНД ГОСТ 22689.2
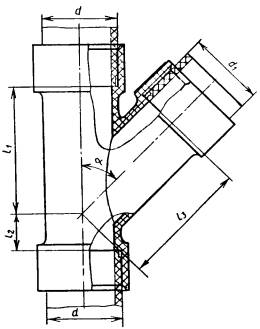
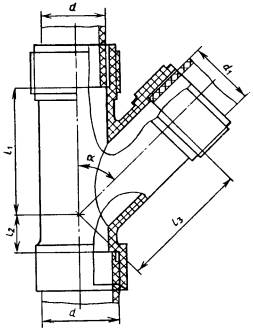
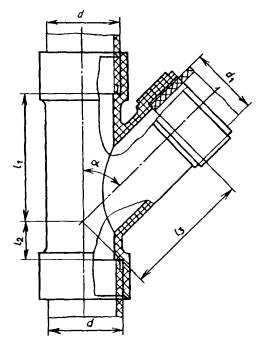
9. ТРОЙНИКИ
9.1. Тройники следует изготовлять типов:
КкК — с двумя раструбами и гладким концом для соединения уплотнительными кольцами (черт. 24);
КкудК — с двумя раструбами и удлиненным гладким концом для соединения уплотнительными кольцами (черт. 25);

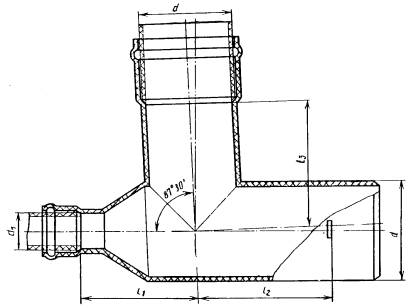
КудкК — с удлиненным компенсационным раструбом, гладким концом и боковым раструбом для соединения уплотнительными кольцами (черт. 26);
КСК — с двумя раструбами для соединения уплотнительными кольцами и раструбом для соединения сваркой (черт. 27);
ССК — с двумя раструбами для соединения сваркой и раструбом для соединения уплотнительным кольцом (черт. 28);
ССС — с тремя раструбами для соединения сваркой (черт. 29);
РСР — с двумя раструбами для соединения гайкой и раструбом для соединения сваркой (черт. 30);
ССР — с двумя раструбами для соединения сваркой и раструбом для соединения гайкой (черт. 31);
СкК — с раструбом для соединения сваркой, гладким концом и раструбом для соединения уплотнительным кольцом (черт. 32).
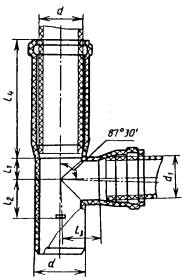



9.2. Размеры тройников типов КкК, КудкК, КСК, ССК, ССС, РСР, ССР, СкК должны соответствовать указанным в табл. 11, а тройника типа КкудК — в табл. 12