- Вальцовка гофрошланга
- Вальцеватель для гофрированных труб своими руками
- Способ изготовления гофрированных труб. Вальцеватель для гофрированных труб своими руками
- Гофрированная нержавейка для самогонного аппарата
- Вальцеватель универсальный NEPTUN IWS в Москве и регионах
- Вальцевание гофрированной трубы – Лавита Урал
- Способ изготовления гофрированных труб
- Вальцовка гофрошланга
- Сообщества › Кулибин Club › Блог › Зиг-машина. Станок для развальцовки (создания бортика) труб
- Смотрите также
- Метки: станок, инструмент, antonl31, интеркулер, развальцовка, трубы, зиг-машина.
- Комментарии 77
- Вальцовка труб: что это такое, где используется и как осуществляется?
- Что такое вальцовка труб?
- Зачем и где используется?
- Технология
- Методы
- Инструменты и оборудование
- Вальцовка труб – как выполнить ее в домашних условиях?
- 1 Приспособления и инструмент для вальцевания
- 2 Основные стадии процесса вальцовки
- 3 Особенности вальцовки трубных изделий из меди
Вальцовка гофрошланга
Развальцевать можно простешими средствами
 Вальцовка гофрошланга. Сделай сам.
Вальцовка гофрошланга. Сделай сам.
Данный тип фитинга используется для развальцовки гофрированных труб из нержавеющей стали без специального инструмента.
Данный тип фитинга используется для развальцовки гофрированных труб AmoK, 06 Сент. 13, 20:33
А что там вальцевать-то, собственно? Скрутил фитинг, он и уплотнился (вставка на конус). Сам такой на паропроводе пользую, газовую гофру выкинул, фитинги заржавели нахрен, не айс.
boreyZMS, 07 Сент. 13, 01:36
Газовая не отожженная — плохо гнется .Я заказывал на воду с фитингами из нержи — любой длинны делают . И гофра отожженная.
я приглядываюсь тоже,хочу сухопарник сделать из шланга на 1дюйм. RAZAV, 07 Сент. 13, 01:51
Посл. ред. 28 Окт. 13, 21:56 от aleksej-serikov
aleksej-serikov, класс.
я несколько дней потратил, вот тут [сообщение #11785303] описание.
теперь вижу — инструмент из трех подшипников — супер! (поленился сваять подобное — а вижу зря)
и правда — внутрь что то вставляется наверное — пруток? какой диаметр? гофру заранее растягивал? или как есть, магазинную? чем крутил? я дрелью приспособился.
torch-vi, нержу надо катать (раскатывать) на оправке\шаблоне
Посл. ред. 29 Окт. 13, 06:53 от SedoY
одеваем нужной длинны кусок гофры, с учетом, что после вальцевания она удлиниться на примерно 1,1-1,25раза.
Закрепляем один конец гофры на трубе — от этой стороны начнем вальцовку.
Если нет токарного станка, то можно сваять приспособление из дрели или перфоратора, что-то типа  Vals1. Вальцовка гофрошланга. Сделай сам.
Vals1. Вальцовка гофрошланга. Сделай сам.
(смотреть на станину)
дрель крепим штатной ручкой так — убираем саму ручку, оставляя держатель, там обычно болт на 8мм. сверлим отверстие в станине , болт через крепление дрели ив станину и затягиваем — дрель закреплена.
вставляем второй противоположный конец трубы с гофрой, например в кусок полипропиленовой трубы — жестко прикрепленной к станине, чтобы не болтался.
И плавно, по одной гофринке распрямляем, сводим к диаметру нашего прутка.
PS [сообщение #11805229] и тут в эту же тему (прочел чуть позже)
однозначно aleksej-serikov Огромное СПАСИБО!
Посл. ред. 29 Окт. 13, 07:32 от SedoY
Огромное СПАСИБО! SedoY, 29 Окт. 13, 06:48
Посл. ред. 11 Нояб. 13, 11:58 от aleksej-serikov
aleksej-serikov, Красиво (на фотках), залюбовался (от простоты и объема проделанного труда).
вот что я хочу (сам начинающий, да ещё и программист ))) прошел кучу мытарства без дельных советов), отточить технологию с высокой степенью повторяемости, без использования каких либо трудно находимых или экзотических вещей.
давай, коли в теме — вместе подумаем и придумаем и опишем технологию! поможем начинающим, коллегам! (прям лозунг выдал)
например — нет трубореза, да ещё и неисправного — чем можно заменить? думаю сделать из двух брусков, соединенных с одной стороны некое подобие (по функционалу — приспособления из трубореза), на один брусок посадить два подшипника, на второй один, ну и руками можно будет сжимать на оси (внутрь трубы вставленной оправке — предположение выдал выше — пруток железный подходящего диаметра 15мм ошкуренный немного (или много?) — зажав в патроне дрели и закрепив второй конец хотя-бы в трубе).
трубу перед раскатыванием очень рекомендую растягивать (методику уже не раз проверил — удобно, описанно в теме Форум самогонщиков -> Оборудование самогонщика -> Мастерская -> Растяжение гофро трубы из нержавейки и вальцовка концов [Растяжение гофро трубы из нержавейки и вальцовка концов] ) — и первую оправку исключаем, и распрямляется труба (к минусам можно отнести то, что потом сгибать трубу растянутую все-же сложнее. но тут как говорится — от цели зависит — или нужно сгибать или длинная  3_4rastyanuta. Вальцовка гофрошланга. Сделай сам. . )
3_4rastyanuta. Вальцовка гофрошланга. Сделай сам. . )
Посл. ред. 08 Нояб. 13, 23:57 от SedoY
Замечание 1. Гофра при раскатке удлиняется на 20%. Но, по опыту, не стоит раскатывать метровую- много неоправданных проблем. Все равно делаем царги.
aleksej-serikov, 08 Нояб. 13, 21:40
трамбон- все хорошо, но восходящую ветвь надо делать из 25 трубы-происходит заброс браги изза большой скорости пара.
aleksej-serikov
проверка конечно покажет, и при необходимости переделаю. но сомнения меня убивают .
Замечание 3. . Ролики(три) надобно сделать чуть шире 3. 4 волны гофры- тогда работа пойдет быстрее и качество будет лучше. Однако, на финише усилие прижима необходимо значительное! Поэтому, без подшипника не обойтись.
aleksej-serikov
а если просто несколько подшипников на ось посадить — будет ли эффект? не клинанет ли из если будут в плотную друг к другу, или тоненькие шайбочки поставить между подшипниками — не будет ли вредить зазор между подшипниками?
усилие надо большее на два три витка — три гофринки конечно лучше захватить — ровнее результат, но и сдавливать нужно сильнее. приспособление конечно будет очень полезно — делать стоит, тем более что там его делать? — дырку просверлить и дрель закрепить, да пару направляющих для второго конца оси придумать. (правда высокие обороты давать конечно страшно — как бы по лбу не получить!)
я катал на приспособе (имени меня )))))) ) давить сильно приходилось (но я давил на ось, приспособы как из трубореза (от aleksej-serikov) — с тремя точками сдавливания у меня ещё не было), внутри труба красивая, а снаружи следы были от кромок подшипника, правда залудил и запаял потом все в американки обычные, только внутри немного расточенные.
кстати — на той же закрепленной дрели удобно оказалось растачивать: вставил сверло, обмотал шкуркой — сколько надо диаметра, подбирал опытным путем наматывая более длинные куски шкурки и расточил.
потом на дрели-же и лудил: вставил переход на шланг с резьбы 1\2 , вкрутил американку, включил дрель на малых оборотах, подогрел газовой горелкой и облудил паяльником — легко и быстро (уже научился не перегревать по прочитанному на этом благодатном форуме) — смазал жидкой канифолью, подождал пока подсохнет и нареваю, как канифоль начала пузыриться, горелку убираю — готово — можно лудить паяльником.
Вальцеватель для гофрированных труб своими руками
Способ изготовления гофрированных труб. Вальцеватель для гофрированных труб своими руками
Гофрированная нержавейка для самогонного аппарата
два самодельных самогонных аппарата
Гофрированная труба из нержавеющей стали.wmv
[Оборудование] Попугай своими руками из гофрированной нержавейки
Вальцеватель трубы гофры нержавейки
самогоный аппарат Своими руками
Гофрированная труба из нержавеющей стали Kofulso Neptun (Южная Корея)
Самогонный аппарат своими руками.
холодильник димрота из нержавейки ( длина 4 метра диаметр 8 мм.)
Дистилляция – медь или нержавейка?
Самодельная бражная колонна из нержавейки
- Что такое брага и ее приготовление
- Голубая глина в браге
- Облагородить самогон бальзамом
- Как снизить градусы самогона
- Самогон из сахара и дрожжей саф левюр рецепт выход
- Калина с самогоном
- Самогон где измерять температуру
- Из чего гнать качественный самогон
- Как сделать брагу для самогона из меда и дрожжей
- Абхазский самогонный аппарат
- Брожение браги из инвертированного сахара
- Как устранить в самогоне сивушные масла
- Ректификационная установка для самогона
- Приготовления коньяка из самогонки на черносливе
- Сколько времени нужно очищать самогон углем
Главная » Выбор » Гофрированная нержавейка для самогонного аппарата
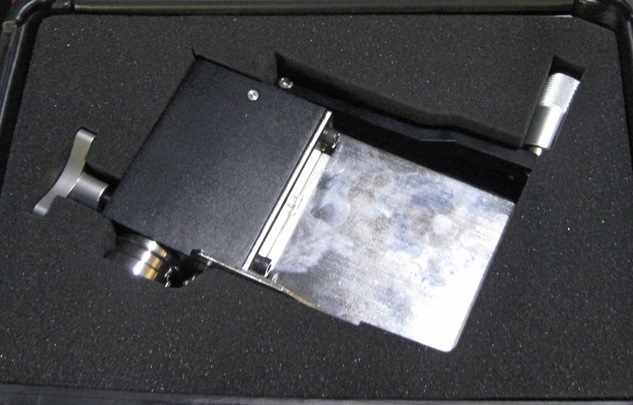
Вальцеватель универсальный NEPTUN IWS в Москве и регионах
Универсальный вальцеватель Neptun IWS – это удобный ручной инструмент для изготовления гибких подводок для подключения приборов водоснабжения к центральному водопроводу.
• Подходит для труб 13А и 18А, сменные насадки в комплекте • Не требует использования молотка • 100% нержавеющая сталь • Собственное производство
Гибкие подводки, изготовленные из гофрированной трубы из нержавеющей стали и латунных фитингов Neptun IWS, имеют высокую надежность со сроком службы не менее 30 лет.
Изготовление гибкой подводки:
1. Роликовым труборезом отрежьте участок гофрированной трубы под развальцовку Neptun IWS необходимой длины. 2. Откройте насадку вальцевателя и вставьте гофротрубу в насадку таким образом, чтобы первая гофра трубы заходила за стопор в насадке. 3. Закройте насадку. Без особых усилий за 5–6 возвратных движений ручкой вальцевателя деформируйте торец трубы таким образом, чтобы первая гофра развальцевалась. 4. Извлеките трубу из насадки вальцевателя. 5. Вставьте гофротрубу в насадку таким образом, чтобы вторая гофра трубы заходила за стопор в насадке. Развальцуйте.
Последовательная развальцовка первой и второй гофр дает более ровный и качественный торец, а, следовательно, надежность соединения, по сравнению с развальцовкой двух гофр сразу. Важно! Перед развальцовкой второго торца трубы наденьте обе гайки.
6. Развальцуйте второй торец трубы, повторив действия п.2-5.
В процессе развальцовки происходит деформация гофрированных труб для создания стопорного кольца для накидной гайки. После развальцовки вставьте в торцы трубы прокладки для гаек Neptun IWS соответствующего трубе диаметра и затяните гайки ключом к требуемому месту соединения.
1. Корпус вальцевателя 2. Ударник вальцевателя 3. Рукоятка ударника 4. Насадка для вальцевания гофрированных труб 13A 5. Боек для вальцевания гофрированных труб 13А 6. Насадка для вальцевания гофрированных труб 18A
Замена насадок для вальцевания
• Открутите от вальцевателя насадку для вальцевания одного диаметра. • Открутите от ударника вальцевателя боек для вальцевания от этой насадки. • Накрутите на ударник боек нужного диаметра. • Накрутите на вальцеватель насадку нужного диаметра.
Замена насадок для вальцевания
Вальцевание гофрированной трубы – Лавита Урал
Вальцеватель является очень удобным средством для вальцевания гофрированных труб из нержавеющей стали при изготовлении подводок
Вальцеватель — инструмент, предназначенный для радиального деформирования трубы с целью создания стопорного кольца для накидной гайки. Технологический процесс закрепления труб с использованием вальцовок называется развальцовка.

| Наименование | Фото | ||
| Гайки для вальцевания | |||
 | |||
| Прокладка к NUT с бортиком | |||
|  | ||
| Прокладка к NUT |  | ||
| Прокладка к NUT тефлоновая | |||
|  | ||
| Вальцеватель |  | ||

Способ изготовления гофрированных труб
М 63218 описдние изоБрктения
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зареаистрирооако в Бюро изобретений Госплана при СНК СССР
Ф. И. Денисов, Д. Д. Крайз н В. И. Каплан
Способ изготовления гофрированных труб
Заявлено 27 мая 1940 года в Наркомавиапром за 1в 7356 (317850) Опубликовано 29 февраля 1944 года
Гофрированные трубы изготовляют из тонкостенных трубок чаще всего механическим путем в две операции.
Сначала на разъемной оправке гладкую трубку превращают в волнистую на давильном станке, пользуясь свободно вращающимся прафилирующим роликом для образования;волны и гладилкой для калибро вки требуемого профиля волны. Работа производится от руки, вследствке чего получается неравномерная обработка тонкостенной трубки, которая без надобности утоньшается, иаклепывается и т. д.
Процесс обработки довольно длителен.
Затем на второй операции волнистая трубка на вальцовочном приспособлении обкатывается для сближения волн при пяти-шести переходах, чем достигается необходимый профиль гофра. Этим заканчивается изготовление гофрированной трубы.
Вышеописанный способ производства не удовлепворяет ни по, качеству продукции, ни по производительности. В большинстве случаев
I офрированные тру бы, изготовленные этим способом, не имеют псстояяной характеристики пружинности, в результате чего сии часто бракуются.
Способ гидравлической штамповки при кажущейся |на первый взгляд прсстоте имеет существенные недсствтки. При этом способе большой процент трубок Отбраковывается в процессе штамповки, в1следствие их разрыва (долевые трещины), а:кзготовленные гофрированные трубы имеют ограниченную область применения, так как получаются с утонен.ием на верхнем радиусе гофры, в”ледствие чего ве способны противс =тоять избыточным давлениямм при эксллотации.
Предлагаемый способ полностью устраняет вышеуказанные недостатки, Достигается это тем, что, ролики, расположенные по одну сторону обрабатываемого металла, постепенно уменьшают скорость вращения и трением скольжения осуществляют пластическую деформацию металла. Помимо того производительность изготовления гофрированных труб значительно повышается.
Согласно предлагаемому способу изготовления гофрированных труб при образовании волны механизирс ван ным способом, обработки трубки с внутренней стороны производит«я шипсв|ым роликом, а с н аружной — профилирующим роликом; последний при постоянной скорости вращений вначале соприкс “н|овения с заготовкой производит вальцевание волны трением качения; по мере углубления волны окружная скорость . профилирующего, ролика уменьшается и, таким образом, он получает опережен ие и переходит на ра боту трения скольжения. Это приводит к желательной пластической деформации,вальцуемого металла в! направленив вращения заготовками, чем достигается улучшение структуры металла и соответственно механических свойств и характеристик изготовляемой гофрированной трубы.
Способ изготовления гофрированных труб последовательным вальцеванием сначала большого шага, а потом малого за счет углубления впадин, отличающийся тем, что, с целью устранения неровностей на гофрах и улучшения механических свойств изготовляемых труб, после образования гофрв большого шага по мере углубления впадин скорость вращения роликов, расположенных по одну сторону обрабатываемого ма териала, уменьшают, вызывая трение, скольжения и используя; .тем самым более полно пластичность материала.
Отв. редактор Д, А. Михайлов
Госпланиздат Тип, Госнланиадата, им. Воровского, Калуга Л45384. Т. 500 экз. 3. 230
Вальцовка гофрошланга
Развальцевать можно простешими средствами

Данный тип фитинга используется для развальцовки гофрированных труб из нержавеющей стали без специального инструмента.
Данный тип фитинга используется для развальцовки гофрированных труб AmoK, 06 Сент. 13, 20:33
А что там вальцевать-то, собственно? Скрутил фитинг, он и уплотнился (вставка на конус). Сам такой на паропроводе пользую, газовую гофру выкинул, фитинги заржавели нахрен, не айс.
boreyZMS, 07 Сент. 13, 01:36
Газовая не отожженная – плохо гнется .Я заказывал на воду с фитингами из нержи – любой длинны делают . И гофра отожженная.
я приглядываюсь тоже,хочу сухопарник сделать из шланга на 1дюйм. RAZAV, 07 Сент. 13, 01:51


Посл. ред. 28 Окт. 13, 21:56 от aleksej-serikov
aleksej-serikov, класс.
я несколько дней потратил, вот тут [сообщение #11785303] описание.
теперь вижу – инструмент из трех подшипников – супер! (поленился сваять подобное – а вижу зря)
и правда – внутрь что то вставляется наверное – пруток? какой диаметр? гофру заранее растягивал? или как есть, магазинную? чем крутил? я дрелью приспособился.
torch-vi, нержу надо катать (раскатывать) на оправкешаблоне
Посл. ред. 29 Окт. 13, 06:53 от SedoY
одеваем нужной длинны кусок гофры, с учетом, что после вальцевания она удлиниться на примерно 1,1-1,25раза.
Закрепляем один конец гофры на трубе – от этой стороны начнем вальцовку.
Если нет токарного станка, то можно сваять приспособление из дрели или перфоратора, что-то типа
(смотреть на станину)
дрель крепим штатной ручкой так – убираем саму ручку, оставляя держатель, там обычно болт на 8мм. сверлим отверстие в станине , болт через крепление дрели ив станину и затягиваем – дрель закреплена.
вставляем второй противоположный конец трубы с гофрой, например в кусок полипропиленовой трубы – жестко прикрепленной к станине, чтобы не болтался.
И плавно, по одной гофринке распрямляем, сводим к диаметру нашего прутка.
PS [сообщение #11805229] и тут в эту же тему (прочел чуть позже)
однозначно aleksej-serikov Огромное СПАСИБО!
Посл. ред. 29 Окт. 13, 07:32 от SedoY

Посл. ред. 11 Нояб. 13, 11:58 от aleksej-serikov
aleksej-serikov, Красиво (на фотках), залюбовался (от простоты и объема проделанного труда).
вот что я хочу (сам начинающий, да ещё и программист ))) прошел кучу мытарства без дельных советов), отточить технологию с высокой степенью повторяемости, без использования каких либо трудно находимых или экзотических вещей.
давай, коли в теме – вместе подумаем и придумаем и опишем технологию! поможем начинающим, коллегам! (прям лозунг выдал)
например – нет трубореза, да ещё и неисправного – чем можно заменить? думаю сделать из двух брусков, соединенных с одной стороны некое подобие (по функционалу – приспособления из трубореза), на один брусок посадить два подшипника, на второй один, ну и руками можно будет сжимать на оси (внутрь трубы вставленной оправке – предположение выдал выше – пруток железный подходящего диаметра 15мм ошкуренный немного (или много?) – зажав в патроне дрели и закрепив второй конец хотя-бы в трубе).
трубу перед раскатыванием очень рекомендую растягивать (методику уже не раз проверил – удобно, описанно в теме Форум самогонщиков -> Оборудование самогонщика -> Мастерская -> Растяжение гофро трубы из нержавейки и вальцовка концов [Растяжение гофро трубы из нержавейки и вальцовка концов] ) – и первую оправку исключаем, и распрямляется труба (к минусам можно отнести то, что потом сгибать трубу растянутую все-же сложнее. но тут как говорится – от цели зависит – или нужно сгибать или длинная . )
Посл. ред. 08 Нояб. 13, 23:57 от SedoY
Замечание 1. Гофра при раскатке удлиняется на 20%. Но, по опыту, не стоит раскатывать метровую- много неоправданных проблем. Все равно делаем царги.
aleksej-serikov, 08 Нояб. 13, 21:40
трамбон- все хорошо, но восходящую ветвь надо делать из 25 трубы-происходит заброс браги изза большой скорости пара.
aleksej-serikov
проверка конечно покажет, и при необходимости переделаю. но сомнения меня убивают .
Замечание 3. . Ролики(три) надобно сделать чуть шире 3. 4 волны гофры- тогда работа пойдет быстрее и качество будет лучше. Однако, на финише усилие прижима необходимо значительное! Поэтому, без подшипника не обойтись.
aleksej-serikov
а если просто несколько подшипников на ось посадить – будет ли эффект? не клинанет ли из если будут в плотную друг к другу, или тоненькие шайбочки поставить между подшипниками – не будет ли вредить зазор между подшипниками?
усилие надо большее на два три витка – три гофринки конечно лучше захватить – ровнее результат, но и сдавливать нужно сильнее. приспособление конечно будет очень полезно – делать стоит, тем более что там его делать? – дырку просверлить и дрель закрепить, да пару направляющих для второго конца оси придумать. (правда высокие обороты давать конечно страшно – как бы по лбу не получить!)
я катал на приспособе (имени меня )))))) ) давить сильно приходилось (но я давил на ось, приспособы как из трубореза (от aleksej-serikov) – с тремя точками сдавливания у меня ещё не было), внутри труба красивая, а снаружи следы были от кромок подшипника, правда залудил и запаял потом все в американки обычные, только внутри немного расточенные.
кстати – на той же закрепленной дрели удобно оказалось растачивать: вставил сверло, обмотал шкуркой – сколько надо диаметра, подбирал опытным путем наматывая более длинные куски шкурки и расточил.
потом на дрели-же и лудил: вставил переход на шланг с резьбы 12 , вкрутил американку, включил дрель на малых оборотах, подогрел газовой горелкой и облудил паяльником – легко и быстро (уже научился не перегревать по прочитанному на этом благодатном форуме) – смазал жидкой канифолью, подождал пока подсохнет и нареваю, как канифоль начала пузыриться, горелку убираю – готово – можно лудить паяльником.
Сообщества › Кулибин Club › Блог › Зиг-машина. Станок для развальцовки (создания бортика) труб
![]()
При установке интеркулеров часто приходится обрезать алюминиевые трубы и соединять их силиконом. При этом, чтобы силикон не соскочил, труба должна быть развальцована.
Развальцевать трубу можно различными способами, в поиске по Драйву Вы найдете много вариантов. Но самый удобный, правильный, качественный и быстрый вариант — воспользоваться станком для развальцовки труб
Такие станки есть в продаже, но их ценник весьма не гуманный. 8000 р.
Я пользуюсь точно таким станком, когда работаю с трубами в одной из мастерских. Удобная и полезная штука.
Я постоянно пополняю свой личный арсенал инструмента и давно положил глаз на такой станок. Но жаба сказала, что не даст денег и мне пришлось изготовить станок самому.
И вот что у меня получилось.

Станок полностью изготовлен из нержавейки. Он получился тяжелее и больше станка, который можно найти в продаже, но оно того стоит )

Плюс моего станка в том, что его можно крепить на край стола или в тиски. Станок из магазина можно крепить только в тисках. Струбцину, при помощи которой станок крепится к столу, я сделал съемной, для того чтобы при необходимости было проще закрепить его в тисках.




От вращения на оси ролики фиксируются шплинтами и затягиваются болтами



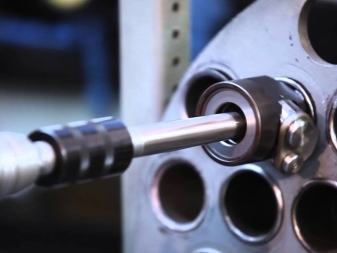
Ну а теперь самое интересное! Тест станка!
Берем алюминиевую трубу и зажимаем его между роликами

Прокручивая ролики и постепенно закручивая прижимной винт формируем бортик на пайпе.

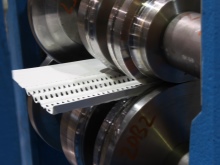
Получился аккуратный, ровный бортик


Иногда попадаются машины, где при установки интеркулера использованы трубы из нержавейки. Зачастую они не развальцованы. Приходится это исправлять.
Я пробовал развальцовывать трубы из нержавейки на станке за 8000. Не для этих целей он, явно не для этих. Слишком хлипкий.
Без особых усилий мой станок делает отличный бортик на трубах из нержавейки!



Если посидеть и продумать конструкцию станка тщательней, то конечно можно сделать более компактный вариант. В процессе создания уже появились мысли что можно сделать более удачно, но для этого нужно делать все с начала. Ни времени ни желания на это нет.
Еще один не маловажный момент.
На станке из магазина можно развальцовывать трубу диаметром минимум примерно 20 мм, на моем станке такую трубу развальцевать не возможно. Минимальный внутренний размер трубы для моего станка 28 мм.
Но для моих задач этого достаточно.
Смотрите также
Метки: станок, инструмент, antonl31, интеркулер, развальцовка, трубы, зиг-машина.
Комментарии 77

Спасибо. Чувак ты молодец. буду и себе такой делать.
Просто гениально.

Еще больше самодельного инструмента здесь: antonl31

Ребят подскажите (только начал работать) ваз 2105,, , менял колодки. (в итоге, , , не пойму, ставил новую колодку, как понятней, объяснить. не знаю. Она туда не влазит, начинаю сжимать ту фиговину которая( давит на колодку при нажатии на педать) надеюсь вы поняли про что я. а она стоит ступором, тоесть не сюда и не туда, в итоге колодка не встала. Почему, в чем проблема суппорт нужно менять? или можно как то сделать, со второй стороны такаяже система, одна колодка встала все хорошо. Вторая нет, не пойму не как, отнеситесь серьезно плиз. только что столкнулся с колодками((

больше силы применяй, вставь туда ключ побольше и потяни сильнее! Все получится

класс однозначно в закладки;)

круто. что за ролики использовал ?
![]()



гениално а есть чертежи? если конечно не затруднит!) а том ало ли вдруг авторские права и все такое?!))))
![]()
Чертежей пока нет. Все делалось по месту
Понятно, ну если появится время накидать на лист бумаги, я с удовольствием буду ждать

отличный девайс, чем то напоминает приблуду для прокатки крышек для консервации(у меня до сих пор дома лежит — ещё с застойных времен )
Вальцовка труб: что это такое, где используется и как осуществляется?

Операция вальцевания труб берет свое название от прокатных валиков – вальцов (валков). Данные приспособления позволяют придать заготовке необходимый радиус. Но сам термин «вальцевание» не ограничивается одной гибкой труб. Рассмотрим, что же включает в себя этот процесс.


Что такое вальцовка труб?
Вальцовка, или же вальцевание, труб – это технологический процесс деформации изделия для получения заданной формы. Такая деформация позволяет сохранить материал, в отличие от операций токарной или фрезеровочной обработки. Само определение вальцевания включает в себя следующие операции:
- изменение поперечного сечения трубы;
- изгиб заготовки под углом или по радиусу;
- создание трубы из плоской или круглой заготовки;
- привальцовка – процесс исключения зазора между расширяемым краем заготовки и трубогибом;
- развальцовка – это увеличение одного конца трубки, выполняется для соединения двух труб телескопическим способом или для крепления к другому изделию;
- завальцовка – обратная операция с целью создания герметичного соединения двух труб;
- резка металла.
Список весьма обширный и включает самые разные операции. Такой охват позволяет применять вальцевание в различных отраслях.



Зачем и где используется?
Профильной отраслью, использующей процесс вальцевания, смело можно назвать металлообрабатывающую промышленность. Следующими в списке стоят все сферы, в которых применяются трубы и трубные соединения. Вальцевание используется как при создании трубок кондиционера, гофрированных труб из нержавеющей стали или трубок теплообменника, так и для весьма сложных конструкций (типа барабана парового котла).
С помощью вальцевания удается выполнить подгонку трубопроводов по месту для нестандартных решений. Тем самым удается избежать трудностей с созданием новых узкоспециализированных изделий.


Вальцевание применяется не только в промышленности, но и в повседневной жизни. Данная процедура актуальна в следующих случаях:
- соединение блоков кондиционера при установке;
- прокладка газовых и сантехнических труб;
- при пайке медных трубок холодильных установок;
- замена трубок тормозной системы автомобиля.


Технология
Как и любая другая технологическая операция, вальцевание имеет свои ГОСТы и ОСТы, регулирующие и регламентирующие процесс и его параметры, например: контроль герметичности, калибровку, допуски на толщину стенок трубы. Также на предприятиях имеются собственные СТО для этих целей. Представим краткий список данных документов.
- ГОСТ 13954-74 (переиздан в январе 1988 г. с Изменениями №1, 2). Концы труб, развальцованные для соединений трубопроводов по наружному конусу. Конструкция и размеры.
- ГОСТ Р 55601-2013. Аппараты теплообменные и аппараты воздушного охлаждения. Крепление труб в трубных решетках.
- ГОСТ 28941.12-91. Соединения трубопроводов с развальцовкой трубы. Концы труб развальцованные.
- ОСТ 26-02-1015-85. Отраслевой стандарт. Крепление труб в трубных решетках. Министерство химического и нефтяного машиностроения.
- СТО 002203680014-2009. Крепление труб в трубных решетках кожухотрубчатых теплообменных аппаратов и АВО.
Стоит отметить, что СТО редко находятся в открытом доступе и относятся только к одному предприятию. Также стоит учитывать свойства материала, из которого изготовлена труба, поскольку именно от них зависят допустимые усилия при вальцовке.

Методы
В зависимости от температуры заготовки процесс вальцовки труб можно разделить на две большие группы.
- Горячее вальцевание. Используется при работе с материалами, обладающими высоким сопротивлением к деформации. Например, нагрев используется при вальцовке пластиковых труб по радиусу.
- Холодное вальцевание. Применяется для мягких материалов, таких как медь, алюминий, низкокачественная сталь и им подобные.


Оба типа обработки применяются как при ручном, так и при промышленном способе вальцовки труб. Для самостоятельной работы потребуется приобрести экспандер или специальный набор, в который входят следующие предметы: труборез, штампы с отверстиями различного диаметра, зажим и сам труборасширитель. Он оснащается конусным расширителем. Если конус черный и необработанный, то набор предназначен для сантехнических труб, в противном случае комплект можно применять при работе с кондиционерами.
При развальцовке различают три основных типа воронки.
- Обычная воронка. Самый просто вариант, встречается повсеместно.
- Евростандартный грибок. Подобный тип часто встречается на автомобилях европейского производства. Внешне напоминает автомобильную покрышку.
- Воронка с двойным сложением окраины. Воронки такого типа распространены в автомобилях американского производства.


Часто для расширения трубы собственными силами используется коническая заготовка с необходимым углом. Но при таком подходе велика вероятность, что материал трубы деформируется неравномерно, а возможно, произойдет разрыв трубы или ее загиб.
В промышленности список используемого оборудования и инструментов гораздо шире, поэтому рассмотрим его поподробнее.

Инструменты и оборудование
В производстве процесс вальцевания выполняется не только с помощью обычных или пневматических ручных инструментов – для этого также применяют токарный станок, вальцовый трубогиб или прокатный станок. Использование подобных специализированных станков и инструментов обуславливается размерами заготовок и материалами, из которых они сделаны.
Именно от свойств и параметров материала заготовки зависит, какой категории будет использоваться инструмент при обработке.
- Категория Т – используется при обработке трубок с внутренним диаметром от 5,6 до 12.5 мм. Глубина вальцевания ограничена.
- Категория СТ – применяется при вальцевании сварных изделий, внутренний диаметр которых равняется 6-11 мм. Так же, как и у инструментов группы Т, у СТ ограничена глубина использования.
- Категория Р – предназначена для изделий диаметром от 1,2 до 4 см. Максимальное значение развальцовки равняется 4,87см.
- Категория РТ – используется для видов с внутренним диаметром 0,55-1,29 мм.
- Категория СР – применяется для толстых трубных решеток, глубина развальцовки равняется 3,23 см.
- Категория 5Р – предназначена для трубок из нержавеющей стали с тонкими стенами.
- Категория К и КО – подходят для развальцовки котельных труб.


В свою очередь, прокатные станы по изготовлению бесшовных труб также имеют свое разделение.
- Непрерывно-удлинительные. Предназначены для производства изделий диаметром до 110 мм.
- Коротконаправочные. Используются при изготовлении изделий диаметром от 60 до 450 мм.
- Трехвалковые. Применяются для создания толстостенных труб сечением от 35 до 200 мм.
- Пилигримовые. Предназначены для получения бесшовных изделий диаметром от 400 до 700 мм.




Валковые трубогибы представляют собой систему, состоящую из нескольких валков, их количество варьируется от 2 до 3 (реже 4) штук. Два вращающихся нижних валка в такой системе прижимают заготовку к третьему, упорному, вокруг которого изгибается изделие. В результате такой прокатки изменяется профиль внутреннего сечения трубы. Регулировка радиуса получаемого изделия осуществляется подбором диаметра валков и расстояния между нижними элементами. В процессе обработки валки станка должны выдерживать высокие механические нагрузки, поэтому их изготавливают из высокопрочных сплавов стали.
Подобные трубогибы являются довольно универсальным оборудованием и позволяют выполнять вальцевание уголков. Также при помощи вальцов различного вида создаются профильные трубы. Наибольшей популярностью пользуются профильные трубы квадратного (прямоугольного) и овального сечений.

Подводя итоги, стоит еще раз отметить, что термин «вальцевание» включает в себя довольно объемный список технологических процессов. Для получения необходимого результата необходимо грамотно выбрать подходящий инструмент, оборудование и соблюдать условия технологического процесса.
Вальцовка К-45-47 и КО-45-47 представлена далее.
Вальцовка труб – как выполнить ее в домашних условиях?
Вальцовка труб, которая также часто называется вальцеванием, представляет собой технологическую операцию, цель которой состоит в деформировании по разным направлениям труб из стали и металла. Используя специальный инструмент, можно выполнить такую операцию своими руками.
1 Приспособления и инструмент для вальцевания
Вальцовка различных трубных изделий (медных, из обычной и нержавеющей стали, алюминиевых, из черных металлов) выполняется при помощи станков, машин, гибочных вальцов, которые по своей сути являются универсальным оборудованием. Оно производится из высоких по качеству и твердости стальных сплавов, поэтому все приспособления для вальцевания характеризуются отличными эксплуатационными параметрами.

Инструмент для вальцовки крайне редко требует серьезного ремонта, им можно пользоваться очень долго, не беспокоясь о замене каких-либо частей, входящих в его конструкцию. В настоящее время существует немало машин для обработки трубных изделий, сделанных из разных материалов. Любой современный станок для вальцовки труб можно причислить к одной из следующих групп:
- “РТ”: инструмент, который создается специально для работы с трубами сечением от 5,5 до 11,5 миллиметров;
- “Т”: станки для изделий, имеющих сечение от 6 до 11 миллиметров, их особенность – возможность контролирования глубины вальцевания;
- “5Р”: приспособления, с помощью коих осуществляется вальцовка трубных конструкций с малой толщиной стенок, изготовленных из титановых либо коррозионно-стойких сплавов;
- “Р”: станки этой группы подходят для работы с большими трубами (сечение – от 12 до 40 миллиметров);
- “СТ”: инструмент, используемый в тех случаях, когда требуется обработать трубы за их сварочным швом, приспособления серии “СТ” обычно применяются для изделий сечением не более 11 миллиметров.

Кроме того, имеется и еще одна группа специальных вальцующих станков – “СР”. На них происходит обработка труб, входящих в конструкцию толстых трубных решеток.
2 Основные стадии процесса вальцовки
Технологически вальцевание своими руками представляет собой операцию раздачи в отверстия трубопроводных систем торцов трубных изделий, которые прочно и очень плотно соединяются, обеспечивая стабильную эксплуатацию коммуникационных сетей. Весь процесс состоит из нескольких отдельных операций. На практике все выглядит таким образом:
- Сначала в отверстие монтируют трубу. При этом между ее стенками и отверстием появляется зазор, имеющий незначительную величину (не более одного миллиметра).
- Затем приступают к процессу расширения трубного изделия, применяя тот или иной инструмент.
В результате озвученных действий на стальных либо медных трубах образовываются упругие и небольшие проявления деформации. Они в ходе операции становятся все более заметными. Это говорит о том, что обрабатываемая труба стала расширяться. Финалом данного предварительного этапа вальцовки (его называют прихваткой или привальцовкой) является плотная фиксация трубы и исчезновение зазора, о котором мы упоминали выше. Обратите внимание, что на описанной стадии деформации подвергается исключительно труба.

Следующая стадия вальцовки под названием развальцовка базируется на том, что наружная часть трубной конструкции оказывает определенное давление на отверстие (это происходит из-за расширения металла). Деформация материала продолжается, он начинает давить на трубу, образуется сильное сжимание. Итогом всех этих явлений становится долговечное и сверхнадежное соединение деталей трубопровода.
При выполнении вальцевания своими руками медных или алюминиевых труб следует очень внимательно следить за процессом деформации. Если конструкция подвергнется чересчур сильному давлению, расширение изделий будет слишком большим. Это во многих случаях приводит к разрыву трубы либо к недостаточной плотности и прочности полученного соединения. Заметим, что разрыв может произойти не только на медных трубах, но и на более жестких металлических или стальных.
Избежать проблем при выполнении вальцевания получается только тогда, когда вы четко придерживаетесь технологии осуществления операции, знаете принципы функционирования инструмента для вальцовки, имеете представление о каких-либо особых характеристиках обрабатываемого материала. Для обработки труб (медных, из “нержавейки”, алюминия, других металлов) в домашних условиях чаще всего используют трубогибы, оснащенные тремя валиками.

Такой инструмент позволяет работать и с профильной трубой, и с круглыми изделиями. С его помощью производят гибку конструкций в дугу либо в круг за счет того, что он применяется с двух сторон. Также трубогибы дают возможность вальцевать стальные полосы.
Маленькие трубы (например, те, которые используются в теплообменниках) сгибают одной из сторон трубогиба. А вот другая сторона предназначена для работы с более “серьезными” по размерам изделиями. Она предназначена в основном для профильной металлической трубы.
3 Особенности вальцовки трубных изделий из меди
Медные трубки используются в бытовых холодильных агрегатах и сплит-системах. Именно по этим трубкам происходит перемещение охлаждающего состава (как правило, фреона). При проведении ремонта указанных агрегатов нередко требуется замена их трубных элементов, которую нельзя выполнить без вальцовки.

Описываемая нами операция вальцевания в случае ремонта бытовой техники может производиться при помощи экспандера – простейшего механизма, который позволяет растянуть за одно движение трубку до необходимого сечения. Подобные устройства оснащаются несколькими насадками (они являются сменными, рассчитанными на различные стандартные диаметры труб).

Экспандеры не гарантируют стопроцентного качества вальцевания. В связи с этим рекомендуется применять профессиональные твердосплавные устройства для сгибания медных труб кондиционеров и холодильников. Найти их несложно в любом строительном магазине, выбрав подходящий по цене и качеству механизм для самостоятельного вальцевания.