Технические решения по приварке бобышек и термокарманов к нефтепроводу и нефтепродуктопроводу
8.1 Настоящий документ устанавливает требования к термокарманам для термометров и датчиков температуры (далее – датчик температуры) и методам их установки в нефтепроводы и нефтепродуктопроводы ОАО «АК «Транснефть».
8.2 Термокарман предназначен для защиты чувствительного элемента (сенсора) датчика температуры от негативного воздействия измеряемой среды (избыточное давление, химические воздействия рабочей среды, механические воздействия).
8.3 Конструктивное исполнение термокармана и метод его установки на нефтепровод должны обеспечивать герметичность нефтепровода в месте установки термокармана.
8.4 Выбор места установки и конструктивного исполнения термокармана производится на стадии разработки проекта (проекта производства работ).
8.4.1 Конструкция термокармана и метод его установки должны обеспечивать измерение температуры нефти в потоке. Технические и метрологические характеристики устанавливаемых в термокарманы датчиков температуры должны соответствовать требованиям РД-35.240.50-КТН-109-13.
8.4.2 Термокарманы должны располагаться в потоке нефти и нефтепродукта и иметь постоянный контакт с перекачиваемым продуктом по всей длине погружаемой части термокармана в тело нефтепровода, как для работающей, так и для остановленной НПС.
8.4.3 Термокарманы монтируются в типовых колодцах КИПиА (колодцы КТ), при этом, должна быть обеспечена возможность беспрепятственного осмотра и технического обслуживания термокармана и установленного датчика температуры. При надземной прокладке участка нефтепровода, термокарман монтируется без установки колодца КИПиА.
8.4.4 Учитывая, что измерение температуры должно производиться на входе и выходе НПС допускается на выходе МНС термокарман не устанавливать, использовать показания датчика температуры корпуса последнего из работающих на МНС МНА.
8.4.5 Термокарманы должны выдерживать максимально возможное по условиям эксплуатации давление нефти в месте их установки в течение всего срока службы. Назначенный срок службы термокармана должен составлять не менее 20 лет.
8.4.6 Термокарманы изготавливаются цельнометаллическими из нержавеющих сталей по ГОСТ 25054, ГОСТ 2590. Использование сварных термокарманов не допускается.
8.4.7 Прочностные характеристики и химический состав материала термокармана должны подтверждаться документацией завода-изготовителя.
8.4.8 Длина термокармана должна соответствовать длине чувствительного элемента (сенсора) датчика температуры. Рекомендуемая длина термокармана должна составлять 1/3 диаметра трубопровода в месте установки и выбираться из ряда 60, 80, 100,120, 160, 200, 250, 320, 400, 630 мм.
8.4.9 Термокарманы должны сохранять свои геометрические размеры на всем протяжении назначенного срока службы при максимальной скорости потока в месте установки.
8.5 Конструктивное исполнение термокармана должно обеспечивать:
— фиксацию в нем датчика температуры, имеющего внешнее резьбовое соединение М20х1,5;
— термокарман должен иметь соответствующее исполнение (внутренняя резьба М20х1,5, винтовое крепление), позволяющее зафиксировать датчик температуры внутри термокармана и исключить его перемещение во время эксплуатации;
— диаметр внутренней полости термокармана должен обеспечивать возможность установки и снятия датчика температуры без демонтажа термокармана и разгерметизации нефтепровода, диаметр внутренней полости термокармана под сенсорный датчик выбирается из ряда: 6, 8, 10 мм;
— для улучшения теплопередачи от стенки термокармана к чувствительному элементу (сенсора) датчика температуры, внутренняя полость термокармана должна заполняться минеральным трансформаторным маслом.
8.6 На нефтепроводах допускается установка термокарманов только через специальную конструкцию – бобышку, приваренную к нефтепроводу. Фиксация термокармана относительно бобышки, производится с помощью стопорной шайбы.
Приварка бобышки к трубопроводу должна выполняться ручной дуговой сваркой электродами с основным видом покрытия Э50А на полностью освобожденном и очищенном от продукта трубопроводе.
Схема монтажа термокармана и бобышки на трубопроводе представлена на рисунке 8.1.
8.7 Бобышки изготавливают из углеродистых, низколегированных сталей по
ГОСТ 19281, ГОСТ 2590 в заводских условиях, в том числе в подразделениях ОСТ обладающих соответствующей организационно-технической структурой.
8.8 Основные параметры бобышки представлены на рисунке 8.1. Высота бобышки
Н= 70 мм, М1=33х2,0, наружный диаметр бобышки: по схеме а) соответствует равенству Д=D3=65 мм, по схеме б) Д=D3+(1 — 1,2)S.
8.9 Установку термокарманов и бобышек производят в следующей последовательности:
а) производят очистку поверхности трубы от изоляции, ржавчины и грязи на расстоянии не менее 100 мм от места приварки бобышки. Для очистки поверхности трубы применяется шлифмашинка с металлической щеткой или крупнозернистая наждачная бумага;
б) расстояние между бобышкой и продольными или кольцевыми сварными швами должно быть не менее 100 мм;
в) в зоне установки бобышки проверяют фактическую толщину стенки трубы и проводят неразрушающий контроль для выявления коррозионных и механических повреждений стенки, расслоений и трещин стенки трубы в соответствии с требованиями
РД-23.040.00-КТН-386-09. При наличии в контролируемой зоне недопустимых дефектов приварка конструкции к трубе запрещается;
г) в месте монтажа бобышки на поверхность трубы выполняют разметку и высверливают отверстие;
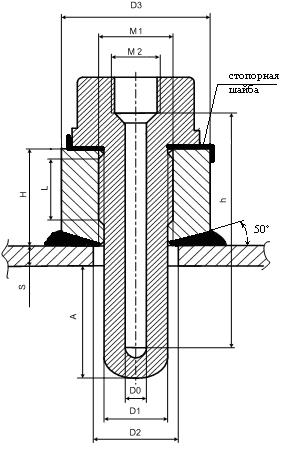 | S — толщина стенки трубопровода, мм; D2 = 36 мм — диаметр отверстия в стенке трубопровода; h — длина сенсорной части датчика; М2=20х1,5; А — длина выступающей в трубопровод части термокармана, не более 1/3 диаметра трубопровода; D1 — наружный диаметр гильзы датчика, определяется расчетом исходя из применяемого материала и требование к величине избыточного давления, но не более 34 мм; L — длина резьбы термокармана, определяется расчетом в зависимости от величины «А», но не более 70 мм. D0 — диаметр отверстия под сенсорный датчик; D3=65 мм — наружный диаметр бобышки; Н= 70 мм — высота бобышки; М1=33х2,0 |
Рисунок 8.1 — Схема монтажа термокармана на трубопроводе
д) после установки бобышки на трубе, до установки прихваток, проводится предварительный подогрев зоны сварки с помощью газового подогревателя (газовой горелки). Температура предварительного подогрева от 100 °С до 150 °С. При снижении температуры ниже 100 ºС прихватку и сварку проводить не допускается;
е) производится прихватка бобышки к поверхности трубы. Длина каждой прихватки от 10 до 15 мм. Количество прихваток − не менее 2 шт. Сварка всех слоев шва приварки бобышки к трубе производится электродами типа Э50А/ AWS A5.1 E70 (16, 15, 18) независимо от класса прочности материала трубы и бобышки;
ж) сварка бобышки с поверхностью трубы проводится по контуру бобышки угловым швом;
з) режимы приварки бобышки к трубе приведены в таблице 7.1, 8.1;
и) каждый слой шва должен быть очищен от шлака и брызг. Минимальное количество проходов – пять. Форма сварного шва показана на рисунке 8.2;
к) видимые дефекты на прихватках и в первом корневом слое (незаваренные кратеры, одиночные поры, скопление пор и др.) должны устраняться шлифмашинкой. Прихватки с недопустимыми дефектами (с трещинами, надрывами) должны быть полностью удалены шлифмашинкой (абразивным кругом) и заварены повторно;
л) видимые дефекты последующих слоев шва должны быть устранены шлифмашинкой;
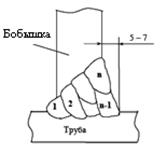
Рисунок 8.2 ‑ Схема выполнения сварного шва приварки бобышки к трубе
м) при приварке бобышки к трубопроводу перерывы в работе не допускаются;
н) после сварки проводится контроль углового шва приварки бобышки к трубе в соответствии с разделом 10 настоящих ОТТ;
о) после приварки бобышки производится калибровка внутренней резьбы бобышки и вворачивается термокарман;
п) типовая технологическая карта по сварке бобышки с трубой представлена в приложении Г настоящих ОТТ;
р) контроль качества сварного соединения проводят в соответствии с разделом 10 настоящих ОТТ;
с) восстановление изоляционного покрытия на трубопроводе производится в соответствии с разделом 11 настоящих ОТТ.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).


Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
Как вварить бобышку в трубу
Группа: Участники форума
Сообщений: 2208
Регистрация: 12.10.2009
Из: Москва
Пользователь №: 39493
ГОСТ 17380-2001 (ИСО 3419-81) МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ ТРУБОПРОВОДОВ БЕСШОВНЫЕ ПРИВАРНЫЕ ИЗ УГЛЕРОДИСТОЙ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ.
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
9.1 Детали должны соединяться с трубами или другими элементами трубопроводов сваркой встык по торцам. Применяемая технология сварки должна обеспечивать равнопрочность сварного соединения с металлом деталей и отсутствие неблагоприятного влияния на структуру и механические свойства металла деталей.
9.1.1 Другие способы соединения (развальцовкой, угловым сварным швом др.), присоединение к деталям других элементов трубопроводов (врезка штуцеров, приварка опор и других конструкций к наружной или внутренней поверхности, прикрепление других трубопроводов и конструкций хомутами, скобами и т.п.), применение технологий сварки, не обеспечивающих выполнение требований 9.1, допускаются, если они предусмотрены в нормативной, проектной и(или) конструкторской документации. При этом исключаются гарантии изготовителя по 5.1.5, 5.1.7 и 5.1.8.



![]()

Группа: New
Сообщений: 9
Регистрация: 10.8.2015
Пользователь №: 275134
ГОСТ 17380-2001 (ИСО 3419-81) МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ ТРУБОПРОВОДОВ БЕСШОВНЫЕ ПРИВАРНЫЕ ИЗ УГЛЕРОДИСТОЙ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ.
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
9.1 Детали должны соединяться с трубами или другими элементами трубопроводов сваркой встык по торцам. Применяемая технология сварки должна обеспечивать равнопрочность сварного соединения с металлом деталей и отсутствие неблагоприятного влияния на структуру и механические свойства металла деталей.
9.1.1 Другие способы соединения (развальцовкой, угловым сварным швом др.), присоединение к деталям других элементов трубопроводов (врезка штуцеров, приварка опор и других конструкций к наружной или внутренней поверхности, прикрепление других трубопроводов и конструкций хомутами, скобами и т.п.), применение технологий сварки, не обеспечивающих выполнение требований 9.1, допускаются, если они предусмотрены в нормативной, проектной и(или) конструкторской документации. При этом исключаются гарантии изготовителя по 5.1.5, 5.1.7 и 5.1.8.
Т.е. разрешено, только в тех случаях, когда это указано в проектной документации? А если не указано — запрещено? Как к таким врезкам относится технадзор (мб у кого был опыт)?
![]()

Группа: Участники форума
Сообщений: 2208
Регистрация: 12.10.2009
Из: Москва
Пользователь №: 39493
Смысл формулировки скорее в том, что в значительном числе случаев такая вварка не нарушит прочности детали. Но всех возможных случаев расписать в нормах не возможно. Задачки из сопромата. Конечно, можно принимать решение «на вскидку» и проводить опрессовку с запасом. Кто решение принимает, тот и отвечает.
Из пособия к ВСН 25.09.67-85
7.23. При подготовке труб под сварку выполняются следующие требования:
при сварке Т-образных и крестообразных соединений оси труб должны быть взаимно
перпендикулярны, а ось привариваемого патрубка должна совпадать с центром отверстия в трубе;
приварка патрубков в местах расположения поперечных кольцевых швов не допускается.
Расстояние между поперечным кольцевым швом трубопровода и швом приварки патрубка должно быть не менее 100 мм.
Имеет смысл поизучать подробно СП 73.13330.2012 «.Внутренние санитарно-технические системы зданий» и ПБ 03-585-03
«ГОСГОРТЕХНАДЗОР РОССИИ
ПРАВИЛА УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ»
3.2.14. Расстояние между соседними кольцевыми стыковыми сварными соединениями должно быть не менее трехкратного значения номинальной толщины свариваемых элементов, но не менее 50 мм при толщине стенки до 8 мм и не менее 100 мм при толщине стенки свыше 8 мм.
Сообщение отредактировал BTS — 10.9.2017, 14:11
![]()
Группа: Участники форума
Сообщений: 5907
Регистрация: 12.10.2009
Из: Шантарск-Севастополь (пробегом)
Пользователь №: 39475
Врезка в отвод бобышек для установки термометров и других устройств температуры предусматривается многочисленными типовыми монтажными чертежами. Именно в отвод, чтобы погружная часть прибора была направлена против потока воды.
Они десятки лет действуют, проблем с этим не возникает никогда. Это как раз и есть типовая документация.
А вот если в отвод врезать ответвление трубопровод — это нарушение. Не по проектной документации. Проектировщик такое никогда не нарисует, а на практике бывает.
Ну и разве кто-нибудь когда-то воспользовался гарантией изготовителя отводов?
![]()
Группа: New
Сообщений: 9
Регистрация: 10.8.2015
Пользователь №: 275134
Врезка в отвод бобышек для установки термометров и других устройств температуры предусматривается многочисленными типовыми монтажными чертежами. Именно в отвод, чтобы погружная часть прибора была направлена против потока воды.
Они десятки лет действуют, проблем с этим не возникает никогда. Это как раз и есть типовая документация.
А вот если в отвод врезать ответвление трубопровод — это нарушение. Не по проектной документации. Проектировщик такое никогда не нарисует, а на практике бывает.
Ну и разве кто-нибудь когда-то воспользовался гарантией изготовителя отводов?
Меня интересуют не термометры, а именно монометры и врезки трубопроводов (работаю по системам АПТ и ВПВ)
ПБ 03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов
6.2.8. Вварка штуцеров, бобышек, муфт и других деталей в местах расположения сварных швов, в гнутые и штампованные детали трубопроводов не допускается. В обоснованных случаях в гнутые и штампованные детали трубопроводов допускается вварка одного штуцера внутренним диаметром не более 25 мм.
Но ПБ 03-585-03 отменен, взамен ничего нет..
Сообщение отредактировал Toni Konfident — 10.9.2017, 16:33
![]()
Группа: Участники форума
Сообщений: 2208
Регистрация: 12.10.2009
Из: Москва
Пользователь №: 39493
![]()
Группа: Участники форума
Сообщений: 157
Регистрация: 10.6.2011
Пользователь №: 111453
Мы когда изготавливали/ разрабатывали свои теплообменные аппараты или делали «реконструкции» подобных, то в документации конструкторской присутствовали врезки труб в эллиптические днища, переходы, криволинейные коллектора (типа отводы, только радиус гиба где то 6-10 диаметров). Все эти элементы находились под внутренним давлением среды около 14-15 очков и снаружи еще обогревалось температурой 600-900 гр. На эти элементы для экспертизы промбезопасности либо в ростехнадзор предоставляли расчет на прочность элементов работающих под давлением. Это и являлось обоснованием принятых решений. вопросов не возникало.
![]()

Группа: Участники форума
Сообщений: 28606
Регистрация: 4.12.2006
Из: 97
Пользователь №: 5032
![]()
Группа: Участники форума
Сообщений: 2208
Регистрация: 12.10.2009
Из: Москва
Пользователь №: 39493
СА-03-005-07 (Документ не распространяется на трубопроводы систем водопровода. Но при необходимости может оказаться полезным.)
11.15. Не разрешается вварка штуцеров, бобышек, дренажей в сварные швы, в гнутые и штампованные детали трубопро-вода, изготовленные любым способом.В порядке исключения в гнутые и штампованные детали может быть вварен один штуцер с внутренним диаметром не более 25 мм, если эта вварка предусмотрена проектом . Допускается вварка штуцеров в отбортованные заглушки,при этом ось штуцера должна совпадать с осью трубопровода, аего условный проход должен быть не более половины условного диаметра заглушки.
Отвечает тот, кто нарисовал . А сам ли делал расчёт, или в каком-то типовом документе подсмотрел, или на практику полагается, другой вопрос.
Из ГОСТ 17380-2001(5.1.7) можно получить представление о том, на какие давления могут применяться штампованные фасонные части. И хотя гарантии при врезке исключаются, можно понять, почему при рассматриваемых врезках в системах ВПТ, выполняемых и без указаний в проекте, проблемы обычно не возникают. Имеющийся в изделиях запас прочности перекрывает ослабление, вызываемое врезкой небольших патрубков. Ведь давление в системах может превышать 1,6 МПа только в насосных уникальных высотных зданий, да и то не всегда.
Это сообщение не предназначено для поощрения врезок в фасонные части.Но документ СА-03-005-07 разработан серьёзными организациями для ответственных трубопроводов.