- Перегнулась Пнд Труба Что Делать
- Методы выпрямления
- Распрямление под солнечными лучами
- Нагревание горячей водой или песком
- Наиболее доступный вариант – строительный фен
- Формовочная машина
- Газовая горелка
- Распространённые ошибки при выпрямлении труб ПНД
- Строитель подсказал простой способ сделать так, чтобы фитинги для ПНД труб не протекали
- Как лучше сделать врезку в ПНД трубу – проверенные временем материалы и способы
- Основные моменты процесса врезки в ПНД трубы
- Элементы для организации отводов
- Врезка в трубу без сварки посредством обжимных хомутов
- Характерные особенности седелок
- Накладной уход или патрубок накладки
- Вентили для врезки под давлением в полипропиленовые трубы
- Фланцевая и электросварная седелка для врезки в трубы ПНД
Перегнулась Пнд Труба Что Делать
В каких случаях может возникнуть необходимость выровнять ПНД трубы
Первейшей причиной является деформация труб при перевозке их в бухтах, а так же при воздействии на них повышенных температур (солнечные лучи, открытый огонь и т.п.). В таких случаях возможны нежелательные изменения формы, которые необходимо будет исправить. Для этого применяются следующие методы.

Методы выпрямления
Есть несколько способов выпрямить трубу ПНД из бухты или после тепловой деформации, что бы вернуть ее к исходному состоянию своими силами:
- Нагревание на солнце;
- Использовать в качестве нагревающего элемента горячую воду, песок или другие сыпучие материалы;
- Строительный фен является наиболее доступным вариантом;
- Также возможно применение формовочной машины;
- С помощью газовой горелки.
Эти методы более подробно рассмотрим ниже.
Распрямление под солнечными лучами
Свойства ПНД таковы что под прямым воздействием лучей солнца материал становится более податливым и гибким, позволяя легко менять свою форму.

Алгоритм действий следующий:
- Размотать нужное количество ПНД трубы из бухты;
- Расправить трубу и выложить, так что бы на материал постоянно воздействовали прямые солнечные лучи;
- Оставить трубу в таком положении примерно на 10 часов. За это время материал станет податливым и гибким;
- После этого производим выпрямление и надежно фиксируем материал в таком положении. Фиксацию можно провести, например, с помощью брусков;
- В завершении необходимо полностью остудить конструкцию. Этот процесс займет не менее 24-х часов.
Весть процесс выпрямления на видео:
Нагревание горячей водой или песком
Если же время года или погодные условия не позволяют воспользоваться первым способом, то можно выровнять трубу ПНД способом, применяемым на производстве, а именно нагревом горячей водой. В производственных цехах в большие резервуары с водой нужной температуры погружают всю бухту целиком, а в домашних условиях необходимо предварительно отрезать предназначенные для спрямления участки.
Метод применим только для труб ПНД диаметром до 50 мм.
- Залить в трубу воду, подогретую до температуры равной 90 градусов.
- Возможен так же вариант с применением соли или песка. Для этого в духовке необходимо нагреть соль (песок) до 90 градусов. Затем используя металлическую лейку и поместить соль (песок) в трубу. Важно вовремя извлечь сыпучие материалы, извлекать их следует через 4 часа.
- Прогреть до небольшого размягчения.
- Вручную расправить, и дать остыть, предварительно зафиксировав в правильном положении.
- Освободить отрезок от жидкости или песка.
Важно! Следует проводить работы в перчатках с термозащитой, они помогут избежать ожогов.
Наиболее доступный вариант – строительный фен

Для начала необходимо сделать из древесноволокнистой плиты или толстой фанеры оправу, на которую будет ставиться труба для выпрямления. В домашних условиях эту операцию удобнее проводить с напарником. Он потребуется что бы расправить трубу ПНД пока вы будете выполнять нагрев. Нужно соблюдать следующую последовательность действий:
- Строительным феном нагреть заготовку;
- Заготовку нужно постоянно вращать для равномерного нагрева;
- Доведенное до нужной температуры изделие положить на подготовленную ранее оправу из ДВП или фанеры;
- Далее осторожно придать трубе нужную форму, закрепить ее в данном положении и оставить остывать;
- Затем достать остывшую заготовку.
Требуется внимательно следить за процессом работы с заготовкой, чтобы не допустить перегрева или же напротив недостаточного нагрева, поскольку в обоих случаях заготовка будет испорчена и трубу придется ремонтировать.
Недостаточный нагрев произойдет, если держать фен слишком далеко. Если же поднести фен слишком близко, то существует вероятность расплавления заготовки либо ее возгорания. Поэтому при работе со строительным феном следует соблюдать технику безопасности.

Формовочная машина

Данный метод в основном применяется на производстве, поскольку приобретать формовочную машину для бытовых нужд нецелесообразно. Тем не менее, Рассмотрим как выпрямляют трубу ПНД в условиях производства:
- Машина настраивается в режим выпрямления;
- Труба помещается в форму;
- Под давлением труба выравнивается в требуемую форму;
- Затем следует дождаться остывания и достать ее из формовочной машины.
Газовая горелка
Этот метод родственен вышеописанному методу со строительным феном, но более опасный и менее надежный. Потребуется:

- На листе древесноволокнистой плиты разложить трубы и держать горелку на расстоянии 30 см от поверхности листа ДВП.
- Нагрев производить в течение 20-25 минут непрерывно вращая нагреваемую трубу. Потом следует прочно закрепить отрезок и дождаться ее остывания.
При работе с горелкой есть риск безвозвратно испортить изделие. И даже допустить возгорние. И не имея опыта подобных работ безопаснее рассмотреть другие способы выпрямления ПНД труб.

Распространённые ошибки при выпрямлении труб ПНД
- Перегрев заготовки. Если превысить максимально допустимую температуру равную 107 градусам, то заготовка может оплавиться или загореться.
- Недостаточный прогрев. При недостаточном уровне нагрева мягким и пластичным становится лишь верхний слой, когда как внутри она все еще остается твердой. Такое выравнивание обернется трещинами.
В заключении следует выделить два наиболее легких и безопасных способа выпрямить трубу из полиэтилена низкого давления: выравнивание на солнце и с помощью строительного фена. Эти два способа позволяют провести распрямление сравнительно легко, а главное безопасно.

Но если вы все же решите применить другие, перечисленные выше, способы как расправить ПНД трубу из бухты, то следуют соблюдать все возможные меры безопасности и строго следить за уровнем нагрева.
На видео оригинальный самодельный станок для выпрямления пластиковых труб:
Строитель подсказал простой способ сделать так, чтобы фитинги для ПНД труб не протекали
Перед заморозками я озаботился модернизацией нашего водопровода – надо было заменить армированный железом шланг на ПНД трубу. И заодно решил сделать ввод трубы в дом с другой его стороны. Купил трубу ПНД, фитинги к ней и принялся за дело.
С такими трубами работаю в первый раз, поэтому, когда покупал фитинги, решил уточнить у консультанта на строительной базе, есть ли нюансы при работе с ними, или всё просто – вставил трубу в фитинг и закрутил со всей силы.
Оказалось, что консультант – бывший строитель, он и рассказал мне, что при всей простоте такой конструкции, есть важный момент, хитрость, применив которую фитинг, как он сказал, протекать никогда не будет. А то, что такое соединение может протекать, я уже наблюдал – сосед через участок бегает вдоль своего летнего водопровода и периодически подкручивает фитинги.
В общем, со слов консультанта, надо действовать так. Раскрутить фитинг и надеть на трубу все части, которую находятся внутри и смазать силиконом (можно Фейри или жидким мылом) трубу и уплотнительное кольцо:

Не нужно, как это обычно делают, просто вставлять трубу в фитинг не доставая начинку, так можно повредить резиновое уплотнительное кольцо острым краем трубы.
Трубу задвигаем в фитинг до упора:
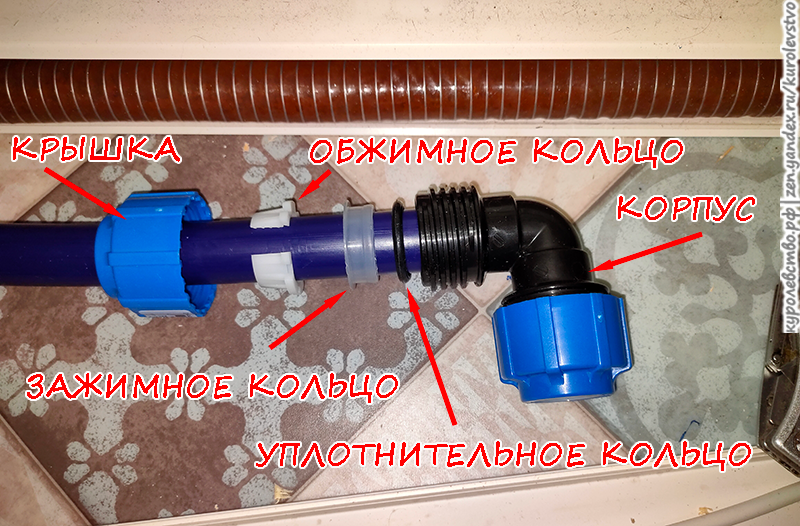
Также задвигаем до упора в корпус фитинга зажимное кольцо с уплотнительным кольцом (тут нам сильно помогает заранее нанесенная смазка):

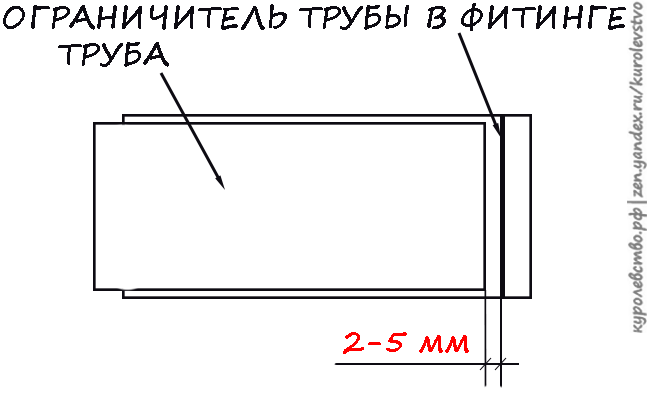
А теперь хитрость – не нужно сразу закручивать крышку фитинга. Легким вращением, буквально на пару миллиметров, сдвигаем корпус фитинга назад по трубе (вместе с кольцами) и только после этого закручиваем крышку. То есть мы делаем так, чтобы труба, пока крышка не закручена, не доставала до упора в фитинге несколько миллиметров:
Зачем так делать? Дело в том, что при закручивании крышки (особенно ключом) обжимное кольцо своими насечками так сильно сдавливает трубу, что труба деформируется и удлиняется. Если перед закручиванием крышки мы упрем трубу в ограничитель, то удлинятся трубе будет некуда, она упрется в ограничитель и может пойти внутри фитинга «волнами»:
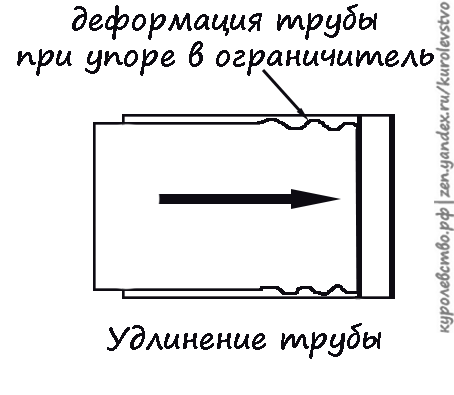
Такая деформация трубы внутри фитинга может привести к образованию щели между трубой и уплотнительным кольцом, через которую будет просачиваться вода. А если учесть, что труба может попасться некачественная (немного овальная), то такой исход дела вполне вероятен.
Кстати, если труба ПНД немного овальная, то для того чтобы ее «округлить» обратно, внутрь трубы надо подуть горячим воздухом из строительного фена.
Как лучше сделать врезку в ПНД трубу – проверенные временем материалы и способы
Врезка в трубы из различных материалов подразумевает подключение дополнительного отвода или канала к основному трубопроводу. Процесс выполнения подобных работ отличается некоторой степенью сложности, поэтому требуются специальные инструменты, аккуратность, а также знание всех особенностей. При врезке в центральный канал необходимы документы, разрешающие проведение работ такого типа.

Основные моменты процесса врезки в ПНД трубы
Трубопроводы, выполненные из полиэтилена низкого давления, сегодня не являются редкостью. А современные технологии позволяют избежать при врезке в такие магистрали многих трудностей, которые могли бы встретиться при работе с металлическими трубами:
- Врезка в ПНД трубу требует остановки потока воды или газа только в исключительных случаях. Это особенно важно, если работы проводятся на магистрали, к которой присоединены промышленные предприятия, медицинские учреждения и детские сады. Эти объекты не могут нормально функционировать без воды. Кроме того отсутствие тепла или воды в жилых домах может повлечь резкое недовольство жильцов.
- Использование ПНД элементов облегчает процесс эксплуатации трубопровода и выполнение ремонтных работ. Врезка в стальные трубы предполагает использование крупногабаритных деталей, имеющих к тому же немалый вес. Это требует больших материальных и трудовых затрат.
- В большинстве случаев монтаж запорного устройства, необходимого для перекрытия потока, подразумевает обустройство специальных колодцев или камер. Для осуществления врезки в ПНД трубу используется специальный вентиль, полностью перекрывающий поток или регулирующий его.
Элементы для организации отводов
Врезка в полиэтиленовый трубопровод осуществляется посредством следующих приспособлений:
- Седельная муфта для вырезки холодным методом.
- Различные вентили, позволяющие выполнять врезку под давлением.
- Накладной уход.
- Седелка фланцевая.
- Муфта седловая полиэтиленовая электросварная под пайку.

Посредством седелок, имеющих резьбовой выход, осуществляется организация отвода второстепенных каналов от основной магистрали, по которым транспортируется вода питьевого и технического назначения (прочитайте также: «Виды седелок на трубу ПНД, варианты монтажа и установки»). Широкое применение таких элементов отмечено в системах полива и орошения хозяйств индивидуального пользования.
Вентиль для врезки под давлением — это специальная деталь, которой отведено выполнение следующих функций:
- Отводы для монтажа различных ответвлений трубопровода.
- Запорная арматура, перекрывающая или регулирующая движение рабочей среды.

Накладной уход может использоваться только на перекрытых каналах. Фиксация механизма на трубе осуществляется посредством позиционирующего ремня. Патрубки накладки такого элемента не имеют. Детали подобного вида выпускаются разного диаметрального сечения, при этом у деталей первого типа он может находиться в пределах от 5 до 31,5 см, а у вторых — от 31,5 до 120 см.
Фланцевая седелка на пропиленовую трубу находит свое применение при сборке и реконструкции канализационных каналов и сетей водоснабжения. Допускается установка детали на газопроводы с рабочим давлением не более 10 атмосфер и водопроводы с давлением не выше 16 атмосфер. Применять соединения другого типа на газопроводах не разрешается. Читайте также: «Как выполняется врезка в трубу водопровода – варианты для разных материалов».
Врезка в трубу без сварки посредством обжимных хомутов
Для производства обжимных хомутов для врезки трубы используется полиэтилен или полипропилен черного и синего цвета. На таких деталях не образуются очаги коррозии, поэтому они отличаются долгим эксплуатационным периодом. Для более надежного и герметичного соединения изделия имеют уплотнительное резиновое кольцо, которое располагается в специальном пазу.
Кроме того деталь имеет две части: нижнюю ответную и верхнюю с резьбовым отводом. Установка такого хомута на канал подразумевает стягивание частей посредством болтов зажимного типа. Количество зажимных элементов определяется по диаметру элемента, чаще всего от 2 до 6 штук. Используя резьбовой выход, вкручивают переходные элементы для дальнейшего устройства отводов. Читайте также: «Как использовать хомут ремонтный для труб водоснабжения – варианты и способы».
Монтаж хомутов для полиэтиленовых труб следует выполнять только после предварительной проверки комплектации, чтобы присутствовали все элементы детали. Кроме того седелка должна полностью соответствовать диаметру трубы из полиэтилена низкого давления. Чтобы проверить этот параметр, половинки хомута прикладывают к трубе. Затем определяют место, где будет установлен резьбовой хомут, и маркером отмечают точку просверливания отверстия. Читайте также: «Правила монтажа труб ПНД в зависимости от сферы использования».
Выполнив все подготовительные работы, начинают проделывать отверстия, используя электрическую или ручную дрель подходящего размера. С помощью острого ножа с краев готовых отверстий снимают заусенцы и стружку и переходят к установке хомута. Чтобы избежать деформации или перетягивания пластмассовых элементов, гайки затягивают равномерно крест-накрест.
Характерные особенности седелок
Выполнить качественную герметичную врезку в ПЭ трубу помогает седелка для каналов ПНД, именно этот элемент считается наиболее эффективным вариантом в таких ситуациях. Не рекомендуется разрезать полимерные трубы и соединять их посредством тройника или компрессионной муфты.
Во-первых, пластиковые элементы большого диаметра не отличаются особой гибкостью, что может вызвать затруднения при входе трубы в соединительный элемент. Во-вторых, в процессе резки труба может деформироваться, что также вызовет определенные сложности. В-третьих, если в детали компрессионной муфты попадет грязь, то прочность и герметичность соединений будет нарушена.

В большинстве случаев седелка для врезки в трубы из полиэтилена низкого давления производят из полипропилена сополимера ПП-Б. Готовые элементы, имеющие диаметр от 20 до 63 мм, могут эксплуатироваться под давлением не более 1,6 МПа, если температура окружающей среды составляет 20 0 С. При использовании деталей с диаметром от 75 до 110 мм рабочее давление снижается до 1,25 МПа.
Накладной уход или патрубок накладки
Для изготовления накладных уходов применяют полиэтилен ПЭ100. Монтаж такого элемента кВ трубе из полиэтилена низкого давления выполняется привариванием электродиффузионной или электромуфтовой сваркой. Для этого нижняя часть накладного ухода оснащена специальной нагревательной спиралью, которая под воздействием тока начинает нагреваться. В результате поверхность полиэтиленовой трубы и подошва патрубка плавятся.
Патрубок имеет специальную накладку от завода-производителя со штрих-кодом, в котором указана информация для сварочного устройства. Благодаря этому автоматически настраиваются время сварки и остывания и параметры передаваемого на спираль тока. Производители патрубков гарантируют безупречное функционирование готового узла в течение четверти века.

В отличие от электросварной седелки у накладного ухода отсутствует специальная фреза для врезки в трубопровод, но он отличается низкими затратами на работу, подразумевающую прокладку каналов. Несмотря на то, что установка такого фитинга может выполняться только на отключенных каналах, элементы имеют правильный угол отвода. Патрубки такого типа могут выпускаться больших диаметров.
Большие габариты и незначительный вес способствуют более простому монтажу накладных уходов. Это дает возможность выполнять работы на строящихся и функционирующих трубопроводах, в труднодоступных местах, например, в городских смотровых колодцах. Кроме того установка таких фитингов не требует разрезания ПНД трубы, поэтому занимает небольшое количество времени.
Вентили для врезки под давлением в полипропиленовые трубы
Вентили используются для врезки в следующие типы трубопроводов: безнапорные, водонапорные, работающие под давлением не выше 16 атмосфер, газовые, давление которых не превышает 10 атмосфер. При этом врезка в ПНД трубу под давлением выполняется без отключения основной ветки. Благодаря конструктивным особенностям фрезы процесс врезки не требует приложения особых усилий. Вентили могут использоваться для врезки в полиэтиленовые трубопроводы, имеющие диаметральное сечение 63; 90; 110; 125; 160 и 225 миллиметров.
Врезка выглядит следующим образом: кольцевая фреза, имеющая верхний и нижний упор, под управлением стального приводного шпинделя фрезерует трубную стенку и скользит по металлической гильзе. Механизм оснащен металлическими элементами, которые не требуют технического обслуживания и дополнительной изоляции. Запорный вентиль легко управляется посредством штанги.

Чтобы исключить протечки на участках соединения, необходимо выбирать фрезу меньшего диаметра, чем внутреннее сечение отвода.
Вентиль для врезки под давлением монтируется посредством электромуфтового сварочного аппарата. Нижняя часть детали оснащена открытым нагревательным элементом, который способствует оптимальной теплопередаче. Отводной патрубок присоединяется к каналу, диаметр которого составляет 32; 40; 50 и 63 миллиметра.
Фланцевая и электросварная седелка для врезки в трубы ПНД
Врезку в ПНД трубопроводы, работающие под давлением не более 16 атмосфер, а также имеющие диаметр 8-60 см и выходной фланец 4-15 см, выполняют с помощью фланцевой седелки. Эта деталь позволяет одновременно проводить крепление запорной арматуры, фланцевых кранов и задвижек второстепенных каналов, имеющих приваренный фланец. Для изготовления сиделки на ПНД трубу используется ковкий чугун с эпоксидным порошковым покрытием, защищающим элементы из металла от образования коррозийных процессов и различных агрессивных сред.
Крепится деталь посредством двух хомутов в подвижном резиновом кожухе, которые упрощают монтаж детали. Резиновая уплотнительная часть седелки обеспечивает прочное и герметичное соединение.

Установка электросварной седелки выполняется следующим образом:
- Прикладывают к поверхности трубы верхнюю часть детали и обводят ее контур.
- Полиэтиленовый канал очищают от эпоксидного слоя на глубину до 0,15 мм.
- Обезжиривают соединяемые поверхности.
- Устанавливают седелку на трубу.
- Выполняют сварку посредством электромуфтового сварочного устройства.
- С помощью фрезы, позволяющей работать на трубопроводе под давлением, в трубе вырезают отверстие.
- Снимают заглушку отвода, вворачивают фрезу до нижнего упора, выворачивают фрезу обратно и надевают заглушку на место.
Врезка без сварки в трубопроводы, выполненные из полиэтилена низкого давления, особенно актуальна при подключении бытовой техники к системе водоснабжения или при создании дополнительного отвода канализации.