- Как согнуть трубу глушителя?
- Как согнуть трубу глушителя?
- Варианты, как согнуть трубу для глушителя
- Альтернативы сгибу труб глушителя
- Как согнуть трубу глушителя своими руками
- Негативные последствия гибки:
- Методы предотвращения овализации
- Основные промышленные способы холодной гибки:
- Как согнуть трубу ручным способом
- Метки: трубогиб
- Комментарии 39
Как согнуть трубу глушителя?

Как согнуть трубу глушителя?
 Если вы решили провести ремонт выхлопной системы своего автомобиля самостоятельно, поменять глушитель на авто, или же установить универсальные компоненты, то можете столкнуться с необходимостью согнуть трубу глушителя. Каким образом это можно осуществить? Есть несколько вариантов, которые зависят еще и от величины угла, на которой следует согнуть трубу.
Если вы решили провести ремонт выхлопной системы своего автомобиля самостоятельно, поменять глушитель на авто, или же установить универсальные компоненты, то можете столкнуться с необходимостью согнуть трубу глушителя. Каким образом это можно осуществить? Есть несколько вариантов, которые зависят еще и от величины угла, на которой следует согнуть трубу.
Варианты, как согнуть трубу для глушителя
Самому заменить глушитель с необходимостью сгиба трубы системы выхлопа можно разными способами. При этом следует учесть, что угол такого изгиба может быть различным.
Вот наиболее распространенные варианты изгиба трубы для глушителя:
- при помощи механической деформации трубы на нужный угол;
- при помощи нагрева трубы газовой сваркой и последующим изгибом;
- при помощи специального оборудования.
И так, рассмотрим достоинства и недостатки методов.
 Обычная механическая деформация производится при помощи фиксации трубы до места изгиба, а затем производиться ее изгиб. Это самый плохой способ, так как велик шанс сделать разрыв и порчу трубы. При таком варианте на внутреннем радиусе изгиба обязательно образуется «гармошка», что уменьшит рабочий ресурс трубы. Такой способ может быть оправдан в том случае, когда нужно согнуть трубу глушителя на небольшой градус.
Обычная механическая деформация производится при помощи фиксации трубы до места изгиба, а затем производиться ее изгиб. Это самый плохой способ, так как велик шанс сделать разрыв и порчу трубы. При таком варианте на внутреннем радиусе изгиба обязательно образуется «гармошка», что уменьшит рабочий ресурс трубы. Такой способ может быть оправдан в том случае, когда нужно согнуть трубу глушителя на небольшой градус.
При помощи нагрева газовой сваркой и гнутся трубы, если они изготовлены из обычной черной стали. Но тут толщина труб в системе выхлопа достаточно малая, поэтому эту процедуру нужно проводить аккуратно. Если вы имеете дело с нержавейкой или сталью с защитным покрытием, то такой способ не подойдет.
Чтобы согнуть трубу на 30, 45, 60 или 90 градусов, лучшим вариантом будет использование специального оборудования. Есть гидравлические станки, которые позволяют аккуратно и с большой точностью согнуть трубу. При этом сам угол будет плавным, что очень важно для выхлопной системы, так как не должно быть лишних препятствий течения отработанных газов при работающем двигателе. Кроме гидравлических станков есть их механические аналоги, которые также требуют специальной оснастки.
Альтернативы сгибу труб глушителя
 Для тех, кто решил сделать ремонт глушителя своими руками, можно также воспользоваться альтернативами простому изгибу труб.
Для тех, кто решил сделать ремонт глушителя своими руками, можно также воспользоваться альтернативами простому изгибу труб.
Вот самые простые решения:
- покупка штатных соединительных компонентов, разработанных специально под вашу марку, модель, тип и мощность двигателя вашего автомобиля. В этом случае самостоятельная доработка не требуется, достаточно провести монтаж таких труб;
- использование соединительных переходников, которые уже имеют нужный вам угол, выставленный с большой точностью. В этом случае вам потребуется приварить прямые участки к этим переходникам.
Как видите согнуть трубу системы глушителя можно различными способами. Если вы делаете капитальный ремонт выхлопной системы своего автомобиля, то вам правильней было бы обратиться к профессионалам, у которых есть все необходимое оборудование для проведения ремонта должным образом.
Как согнуть трубу глушителя своими руками

Поначитался интернетов, в общем гнуть просто так не вариант — заламывает малый радиус.

2. Забивка солью с последующим вымыванием. (аналогично — нет однозначного мнения)
3. Заливка водой с моющим средством и заморозка. (аналогично — нет однозначного мнения, ну и работает только зимой)
4. Работающий способ (нашел хороший отзыв) — заварка обоих концов и закачка масла (именно масла или тормознухи, чего-то не расширяющегося, чтобы не взорвалось) под 100 атм. Больно геморойный способ…
И вот в связи с этим у меня вопросы:
— кто-то реально пробовал способы 1-3? Есть из них работающие.
— кто-нибудь пробовал юзать пружины? Я понимаю, что они для металлопластиковых труб, но бывают из довольно крупной проволоки.
В процессе монтажа трубопроводов различного назначения, а также строительных конструкций на основе труб с круглым сечением или профильных часто возникает необходимость в изгибе труб на требуемый радиус. Способов сделать это существует множество. Выбор зависит от материала, толщины стенки, диама, объема работ, наличия необходимого оборудования. Трубы из нержавеющей стали часто применяются в промышленном и индивидуальном строительстве. Чтобы согнуть трубу из нержавейки, нужно применить специальные знания и навыки, о чем будет рассказано в данной статье.
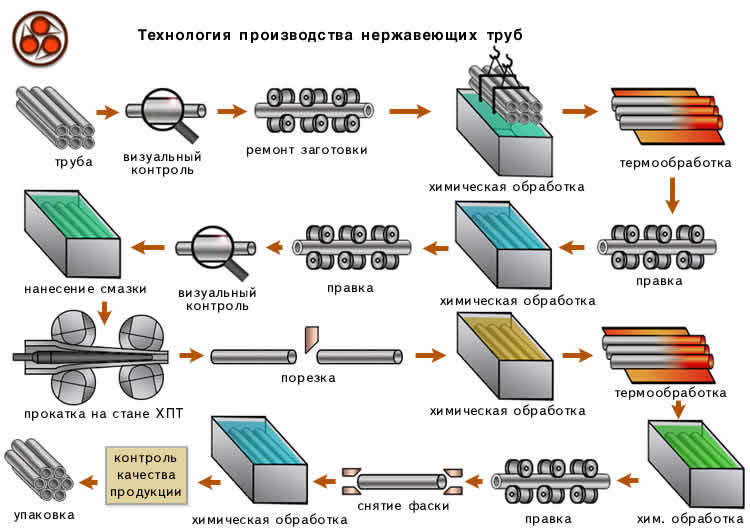
Схема технологии производства нержавеющих труб.
Существующие способы гибки металлических труб можно разделить на горячие и холодные, а также на ручные и механические. Важно знать, что трубы из нержавейки нельзя гнуть горячим способом (при нагревании горелкой), поэтому будут описаны только способы холодного изгиба.
Гибка труб, как правило, сопровождается нежелательными явлениями, влияющими на последующую эксплуатацию. Возможность их появления зависит от материала, диама, способа изгиба.
Негативные последствия гибки:
- Истончение наружной стенки изгиба,
- Образование складок и изломов на внутренней стенке,
- Изменение формы просвета (овализация),
- Увеличение радиуса изгиба после процесса гибки вследствие пружинящего эффекта.
При изгибе трубы происходит неравномерное изменение ее цилиндрической формы и толщины стенок. В результате возникающих при изгибе напряжений металла происходит истончение внешней и утолщение внутренней стенок. При выраженном утончении наружной части изгиба возникает ослабление трубы. Это весьма нежелательно, так как внешняя стенка изгиба трубопровода в большей степени подвергается давлению движущегося по нему продукта.
Еще одним важнейшим фактором, ослабляющим трубу после сгибания, является ее овализация. Особенно важно это учитывать при монтаже трубопровода, предназначенного для транспортирования продукта при пульсирующей нагрузке. При использовании гнутых труб в строительстве овализация, кроме того, ухудшает внешний вид конструкции. Поэтому при выполнении изгиба стремятся к минимизации этого явления.

Схема деформации при гибке труб.
Под действием сжимающих сил, возникающих при изгибе, на внутренней его части образуются утолщения, а в ряде случаев — складки. Эти изменения формы просвета в трубопроводах увеличивают сопротивление движению продукта и вероятность коррозии, а кроме того, приводят к ослаблению трубы как несущей конструкции.
Методы предотвращения овализации
Поэтому основные способы холодной гибки предусматривают приемы, сохраняющие исходную форму поперечного сечения заготовок. Существует два основных способа сохранения исходной круглой формы: поддерживание стенки изнутри — внутренний ограничитель и ограничение перемещения боковых стенок трубы в направлении расширения — наружный ограничитель.
В качестве внутреннего ограничителя можно применять калибрующую пробку (дорн) или различные наполнители. Наполнителями могут быть резина, легкоплавкие металлы, смолы или вода. Жесткие наполнители дают более надежные результаты в плане сохранения формы просвета, поэтому они более распространены. Однако при использовании упругих наполнителей наблюдается меньшее растяжение наружной стороны изгиба.
Для лучшего сохранения формы поперечного сечения и более точного изготовления рекомендуют применять одновременно внешний и внутренний ограничители.
В зависимости от объема работ и диама труб, которые требуется загнуть, используют либо ручные приспособления — трубогибы, либо станки с электромеханическим приводом.
Основные промышленные способы холодной гибки:
- с обкаткой;
- наматыванием;
- волочением;
- вальцовкой;
- на двух опорах;
- растяжением;
- с внутренним гидростатическим давлением.

Способы холодной гибки труб: а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е— растяжением; ж—с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
Таким способом можно изогнуть трубу диамом до 150 мм и значительной толщиной стенки. Принцип метода: вокруг неподвижного гибочного ролика нужного размера по дуге двигается обкатывающий ролик, прижимающий заготовку и выполняющий изгиб.
Метод получил широкое распространение в цехах трубной заготовки с большими объемами выпускаемой продукции. Этим способом можно загнуть трубу диамом от 10 до 426 мм в разных плоскостях. Для сохранения круглой формы внутреннего сечения заготовок применяют калибрующие пробки (дорны), сплошные в виде стержня или составные.
Самым простым дорном для труб диамом до 32 мм может служить стальной канат, один конец которого закреплен в рукоятке, а второй соединен с проволокой для протягивания каната в просвет. Диам дорна должен быть меньше внутреннего диама трубы на 0,1 — 0,5 мм.
При работе с дорном на внутренней поверхности трубы могут возникать насечки и задиры в результате больших контактных усилий. Чаще всего это наблюдается при гибке труб из нержавейки. Профилактика этих недостатков достигается соответствующим выбором материала дорна, чистотой его поверхности и смазкой.
Лучше всего смазывать внутреннюю и наружную стенки заготовки. Для этого короткие трубы перед сгибанием погружают в ванну со смазочным маслом. К месту изгиба длинной трубы, удаленному от ее концов, смазку лучше подводить через отверстия дорна. Для смазки используют машинное масло или антикоррозионную мыльную эмульсию.
Труба укладывается на две опоры, поворачивающиеся вокруг своих осей по мере изгиба заготовки. Шаблон для гибки соединяется со штоком гидравлического или винтового домкрата таким образом, чтобы усилие изгиба прикладывалось в середине трубы между опорами. Этим методом можно гнуть трубу диамом до 351 мм. Оборудование данного типа особенно удобно, когда элементы трубопровода надо загнуть непосредственно на строительном участке.
Используется для того, чтобы загнуть трубу небольшого диама в кольцо или спираль. На гибочных вальцах заготовка перемещается в направлении вращения роликов и приобретает кривизну, определяемую взаимным расположением этих роликов.
Тонкостенную цельнотянутую трубу можно согнуть способом волочения. Сущность метода заключается в том, что в качестве заготовки берется труба большего диама, чем требуемая, и укороченной длины. Конец заготовки обжимается под нужный диам, затем продевается через фильеру и удерживается зажимом, укрепленным на гибочном шаблоне. Вращением шаблона труба протягивается через фильеру и одновременно загибается вокруг него.
Преимущество данного способа заключается в уменьшении возможности образования деформаций внутренней стенки трубы в месте изгиба. При этом труба фиксируется по краям, растягивается и одновременно сгибается с помощью выдвижения гибочного шаблона.

Гибка труб с помощью раскатывания.
Гибка с внутренним гидростатическим давлением
Выполняется нагнетание жидкости в трубу, в концы которой предварительно вставлены заглушки. В результате возникающих в стенке напряжений металл доводится до состояния, близкого к пластическому. Затем к месту изгиба подводят гибочный шаблон, который гнет трубу.
В основном применяется, чтобы гнуть трубы из нержавейки диамом от 3/16″ до 3/8″. Метод состоит в проталкивании заготовки через подвижную и неподвижную матрицу. Величина смещения матриц относительно друг друга определяет кривизну изгиба. Данным способом на одной трубе можно сделать до 20 изгибов в разных плоскостях.
Описанные способы изгиба труб эффективны в условиях промышленного производства и строительства, позволяют получить качественные результаты, регламентированные отраслевыми стандартами.
Как согнуть трубу ручным способом
В условиях индивидуального строительства может возникнуть потребность согнуть трубу из нержавейки ручными способами. При этом следует учитывать описанные выше возможные негативные последствия изгиба.
В домашних условиях гнуть трубу из нержавейки можно при помощи ручного трубогиба. Чаще всего применяется трубогиб в виде арбалета, который гнет заготовку, выдавливая ее в точке изгиба.
Чтобы избежать деформации просвета нужно использовать средства внутреннего противодействия деформации — внутренние ограничители. Для этих целей можно применить чистый сухой песок. В один конец трубы плотно забивается заглушка, просвет наполняется песком через свободное отверстие. Затем оно тоже забивается заглушкой. После выполняется изгиб трубы вокруг болванки нужного размера.
В качестве внутреннего ограничителя можно применять специально изготовленную пружину. Она навивается из проволоки толщиной 1 — 4 мм с таким расчетом, чтобы свободно поместилась внутрь трубы в месте предполагаемого изгиба. Трубу с помещенной внутрь пружиной загибайте вокруг металлической болванки или ручным трубогибом. После этого пружина вынимается с помощью проволоки, предварительно оставленной снаружи. Особенно полезна такая технология для сгибания профильных заготовок квадратного сечения. Соответственно, пружина тоже должна иметь квадратное сечение.
Еще один вариант внутреннего ограничителя — пучок проволоки, который последовательно, по одной, вставляется в трубу до места сгиба. После выполнения работы проволока также по одной извлекается.
Ручными способами можно согнуть трубы из нержавеющей стали, диам которых не превышает 40 мм, а толщина стенки 3 мм. Во всех остальных случаях необходимо применять профессиональное оборудование.

Здравствуйте! Есть выхлоп 51мм, но конфиг у меня не стандартный и выхлоп не встает на свое место. Родной выхлоп резали и варили, чтобы установить. Смотрится жутко) Сейчас нужно ставить прямоток и очень важно сохранить сечение трубы. Как можно согнуть трубу без трубогиба и при этом сохранить сечение трубы?
Метки: трубогиб
Комментарии 39

Ну да. Забавно — в Новосибирске нет трубогиба.

Ребята, уясните один момент, примите это как данность, чтобы качественно погнуть нерж.трубу нужен ДОРНОВЫЙ трубогиб !
Тогда не забивай голову и купи готовые гибы, т.к.заморочка с самостоятельной гибкой не целесообразна в силу невысокой стоимости готовых гибов.

Ребята, уясните один момент, примите это как данность, чтобы качественно погнуть нерж.трубу нужен ДОРНОВЫЙ трубогиб !
Все тонкостенные трубы гнутся дорновым трубогибом
Не обязательно. Дело не в толщине стенки, а в первую очередь в качестве гиба.

Способ есть и он достаточно прост. Нужно понимать где гнуть и на сколько. Попробуй на кательную сходить, там всегда трубогибы есть и слесарь/механик, который за вознаграждение думую не откажет в решении твоей проблемы.

Плохой свет, тамошние слесаря гнут водо-газопродную трубу 2.5-3м, а для этой у них даже трубогибы не заточены. Ну и опыта у них совсем нет нержу тонкостенную гнуть.
разные кательные, разные слесоря. не пробовать и сидеть на месте толку не будет.
к сведению, я востанавливаю авто, на которое нет нормальных зп в продаже, так вот, на котельной я смог доделать глушитель, мне помогли согнуть «штаны» из стока, который не подходил (d=45), доделать трассу.

Я забивал песком, тромбовал, потом гнул с помощью бабышек от поддона или бруски. Там прорезал под примерный радиус трубы, чтобы зажать ее между двумя брусками. Ещё трубой большего диаметра, для рычага. Все равно уходит радиус, но не на много.

сечение если немного уйдет — не страшно. Важны длина и форма

Я вот так делаю, это единственный способ сохранить сечение на мой взгляд.
Трубогиб есть, но им не пользуюсь…
Песок не всегда поможет…


это когда скучно. на 50 можно купить отвод и не сношать мозг
Глянь на картинку, скучно не было, делалось в спешке…
Думаешь — у меня не было второго отвода?
Был, поверь…


Можно об чью нибудь голову)))
P.S.о мою не предлагать)))
Голова должна иметь нужный радиус)


Трамбуй песок туда. Чтоб она не пустая внутри была. Забивай концы, чтоб не высыпался песок. И тогда гнуть. Можно попробовать нагреть, если есть чем, чтобы легче гнулось. Если посередине согнуть надо, концами упираем во что-то, но чтоб в месте сгиба опоры не было, и поблизости от нее тоже. И там уже либо кувалдой, либо давить чем-то чтобы согнулась. Можно к машине привязать и тянуть, это уж на что фантазии хватит) Но если делать выхлоп — по хорошему надо бы искать трубогиб. Или делать. Через друзей, знакомых искать или его, или инструмент чтобы сделать.