- Калькулятор параметров и усилия гибки
- Подбор гибочного инструмента
- Расчет размеров заготовки при гибке
- Расчет усилия листогиба
- Свободная гибка
- Расчет гибки листового металла
- Гибка металла на гидравлическом прессе
- Гибка металла на вальцах
- Классификация и особенности процесса
- Таблица
- Расчет усилия гибки на листогибе в Excel
- Гибка в домашних условиях
- Как проводится гибка листового металла?
- «Правило 8»
- Расчет гибка листового металла
- Основные принципы гибки металла
- Виды и типы гибки
- Самостоятельная гибка
- Порядок резки металла
Калькулятор параметров и усилия гибки
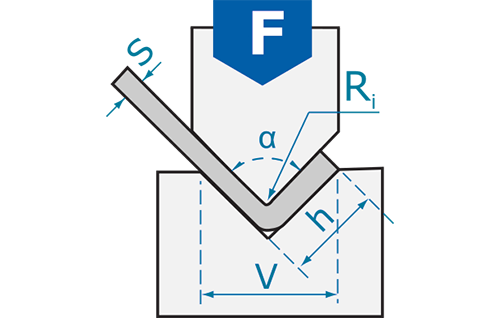
Представляем Вашему вниманию современный онлайн-калькулятор для расчета необходимых параметров гибки металла на листогибочном прессе. С помощью простых значений, Вы сможете определить необходимое раскрытие матрицы для подбора, а на ее базе — необходимые параметры по радиусу и минимальной полке. Вы также получите значение по тоннажу (максимальному усилию), необходимому для гибки, для того, чтобы удостовериться в возможностях и ресурсах Вашего оборудования. Заранее предупреждаем, что все значения являются теоретическими и справочными для первичного анализа.
S — толщина материала в мм, задается пользователем
α — угол гибки в градусах, задается пользователем
V — открытие матрицы в мм, V=значение, формируемый параметр
h — мининимальная длина полки в мм, формируемый параметр
Ri — мининимальная радиус гибки в мм, формируемый параметр
F — тоннаж листогибочного пресса для гибки заданной толщины по матрице в тоннах, фомируется общий тоннаж в зависимости от заданной длины гибки в мм (параметр L)
Подбор гибочного инструмента
Извещаем всех заинтересованных заказчиков, что мы готовы прорабатывать подбор гибочного инструмента, как по спискам, так и непосредственно по чертежам самих изделий с созданием списка номенклатуры, в том числе с описанием последовательности гибки, анализа столкновений детали со станиной и инструментом по гибам, а также симуляцию гибки.
Мы не только предлагаем стандартную гибку продуктов и ограничиваемся простой гибкой, но и можем предложить самые разнообразные специализированные решения для листогибочных прессов по технологии обработки листового металла.
Мы будем рады предложить специальные условия для оснащения новых листогибочных прессов, в том числе поставке основных держателей вместо производителей листогибочного пресса.
Возникли сложности с подбором гибочного инструмента для Вашего станка? Свяжитесь с нами и мы постараемся оперативно разобраться в Ваших вопросах и предложить наилучшее инструментальное решение.
Торговые марки, коммерческие торговые знаки и другая информация является собственностью их владельцев и может быть не связаны с ООО «Техноком» и публикуется только для информации.
Внимание — материалы на сайте защищены авторским правом.
Торговая марка WILSON TOOL относится и принадлежит Wilson Tool International, Inc.(White Bear Lake, Minnesota, United States); Торговая марка UKB относится и принадлежит UKB — Uwe Krumm GmbH (Burbach, Germany)
ООО «СТИМ»
Российская Федерация, 141101,
Московская область, г. Щелково,
ул. Заводская, д. 9, помещение №25
Tел. (495) 946-90-01
E-mail: contact metal-tool.ru
metal-tool.ru
Расчет размеров заготовки при гибке
Рассмотрим ситуацию, которая нередко возникает на гибочном производстве. Особенно это касается небольших цехов, которые обходятся средствами малой и средней механизации. Под малой и средней механизацией я подразумеваю использование ручных или полуавтоматических листогибов. Оператор суммирует длину полок, получает общую длину заготовки для требуемого изделия, отмеряет нужную длину, отрезает и.. после гибки получает неточное изделие. Погрешности размеров конечного изделия могут быть весьма значительными (зависит от сложности изделия, количества гибов и т.д.). Все потому, что при расчетах длины заготовки нужно учитывать толщину металла, радиус гибки, коэффициент положения нейтральной линии (К-фактор). Именно этому и будет посвящена данная статья.
Честно говоря, произвести расчет размеров заготовки несложно. Нужно только понять, что нужно брать в расчет не только длины полок (прямых участков), но и длины криволинейных участков, получившихся ввиду пластических деформаций материала при гибке.
Притом, все формулы уже давно выведены «умными людьми», книги и ресурсы которых я постоянно указываю в конце статей (оттуда вы, при желании, можете получить дополнительные сведения).
Таким образом, для расчета правильной длины заготовки (развертки детали), обеспечивающей после гибки получение заданных размеров, необходимо, прежде всего, понять, по какому варианту мы будем производить расчет.
Вариант 1 | Вариант 2 |
| Lt = A + B + BA | Lt = A + B – BD |
| Lt – общая длина плоской заготовки; А и В – см. рисунок; ВА – припуск | Lt – общая длина плоской заготовки; А и В – см. рисунок; BD – вычет |
Таким образом, если вам нужна поверхность полки А без деформаций (например для расположения отверстий), то вы ведете расчет по варианту 1. Если же вам важна общая высота полки А, тогда, без сомнения, вариант 2 более подходящий.
Вариант 1 (с припуском)

б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Суммировать длины этих отрезков. При этом, длины прямых участков суммируются без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Так, например, для заготовки с одним гибом, формула будет выглядеть следующим образом:
Где X1 – длина первого прямого участка, Y1 – длина второго прямого участка, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Причем, нам придется считать длину каждой полки отдельно, прежде чем задавать точку перемещения заднего упора станка. Надеюсь, это понятно.
Таким образом, ход расчета будет следующим..
Y1 + BA1 + X1 + BA2 +..т.д
Длина формулы зависит от количества переменных.
Вариант 2 (с вычетом)

По моему опыту, это самый распространенный вариант расчетов для гибочных станков с поворотной балкой. Поэтому, давайте рассмотрим этот вариант.
а) Определить К-фактор (см таблицу).
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Рассчитать необходимые вычеты. При этом, длины прямых участков суммируются без изменения, а длины вычетов – соответственно, вычитаются.
Здесь необходимо рассмотреть новое понятие – внешняя граница гибки.
Чтобы было легче представить, см рисунок:

Внешняя граница гибки – вот эта воображаемая пунктирная линия.
Так вот, чтобы найти длину вычета, нужно от длины внешней границы отнять длину криволинейного участка.
Таким образом, формула длины заготовки по варианту 2:
Где Y2, X2 – полки, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Вычет у нас (BD), как вы понимаете:
Внешняя граница гибки (OS):
И в этом случае также необходимо каждую операцию рассчитывать последовательно. Ведь нам важна точная длина каждой полки.
(Y2 – BD1 / 2) + (X2 – (BD1 / 2 + BD2 / 2)) + (M2 – (BD2 / 2 + BD3 /2)) +.. и т.д.
Графически это будет выглядеть так:

И еще, размер вычета (BD) при последовательном расчете считать надо правильно. То есть, мы не просто сокращаем двойку. Сначала считаем весь BD, и только после этого получившийся результат делим пополам.
Надеюсь, что этой своей ремаркой я никого не обидел. Просто я знаю, что математика забывается и даже элементарные вычисления могут таить в себе никому не нужные сюрпризы.
Расчет усилия листогиба
Существуют два метода гибки:
Речь идет о свободной и воздушной гибке, когда присутствует воздушный зазор между листом стенками V-образной матрицы. Именно этот метод является распространенным в применении.
Метод «калибровка» — это старый метод, который применяется в определенных случаях, когда лист прижат полностью к стенкам V-образной матрицы.
Свободная гибка
Данное направление обладает определенными ограничениями.
Характерные черты:
- Траверса вдавливает лист на выбранную глубину по оси Y в канавку матрицы с помощью пуансона;
- Лист находится «в воздухе» и не соприкасается со стенками матрицы;
- Это значит, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам.
Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y.
| 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° | ||
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |
Свободная гибка: преимущества
- Высокая гибкость
- Низкие издержки на инструмент
- При сравнении с калибровкой прилагается меньше усилий гибки
- Возможность изменения гибки
- Низкие издержки в связи с необходимостью наличия пресса с меньшим усилием
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Воздушная гибка: недостатки
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа:

Расчет гибки листового металла
Для увеличения жесткости металлических конструкций применяют уголок гнутый. Он также используется для строительства вентилированных фасадов, в производстве раздвижной мебели и во многих других областях. Угол гнутый получают из холодного листа металла на специальном оборудовании.
Варианты изготовления гнутого углка:
- Гибка на гидравлическом прессе — Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого.
- Гибка металла на вальцах — Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений свойств металла при обработке. Как первый, так и второй способ оставляют структуру металла на местах сгиба неизменной. При этом лист металла может иметь толщину до 10 мм.
Гибка металла на гидравлическом прессе
Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола.
После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла.
Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Гибка металла на вальцах
Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок.
Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести.
При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.
Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении.
Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом . Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе.
Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали.
Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый.
Классификация и особенности процесса
Технология гибки листового металла разрабатывается согласно с поставленными задачами и классифицируется на:
Гибку, как правило, выполняют в холодном состоянии, поскольку прилагаемые усилия невелики. Исключением является гибка стального листа, изготовленного из малопластичных металлов.
К ним относятся стали с высоким содержанием углерода, дюралюминий, титан и его сплавы. Материалы с толщиной от 12 до 16 мм гнут, как правило, в горячую.
В процессе гибки металлопрокат может получить следующие искажения формы:
- изменение толщины (преимущественно для толстолистовых заготовок);
- появление линий течения металла;
- распружинивание/пружинение (самопроизвольное изменение конечного угла гибки);
- складкообразование металлического листа.
Часто гибку комбинируют с другими операциями листовой штамповки: резка, вырубка, пробивка. Именно по этой причине для производства сложных многомерных деталей применяются штампы, которые рассчитаны на несколько переходов. Особым случаем гибки листового металла является операция с растяжением, предназначенная для получения узких и длинных деталей с большими радиусами.
В зависимости от типа и размера заготовки, а также требуемых характеристик изделий после деформирования в качестве гибочного оборудования могут быть использованы:
- горизонтальные гидропрессы с двумя ползунами;
- вертикальные листогибочные прессы с гидравлическим или механическим приводом;
- трубо- и профилегибы;
- кузнечные бульдозеры;
- универсально-гибочные автоматы.
Основными особенностями листогибочных устройств являются увеличенные размеры штампового пространства, сниженные скорости деформирования и небольшие показатели энергопотребления.
Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в т на 1000 мм длины гиба ( L ) в зависимости от:
- толщины листа ( S ) в мм
- предела прочности ( Rm ) в Н/мм2
- V — ширины раскрытия матрицы ( V ) в мм
- внутреннего радиуса согнутого листа ( Ri) в мм
- минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2. Рекомендуемое соотношение параметров и усилия
| V | Ri | B | S | |||||||||||||||||||
| 1,0 | 1,2 | 1,5 | 1,8 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10 | 12 | 15 | 18 | 20 | |||
| 6 | 1 | 4,5 | ||||||||||||||||||||
| 8 | 1,3 | 6 | 8 | 12 | 17 | |||||||||||||||||
| 10 | 1,7 | 7 | 7 | 9 | 14 | 20 | ||||||||||||||||
| 12 | 2 | 8,5 | 6 | 9 | 12 | 18 | 21 | |||||||||||||||
| 16 | 2,7 | 11 | 6 | 9 | 13 | 16 | 25 | |||||||||||||||
| 20 | 3,3 | 14 | 7 | 10 | 13 | 20 | 29 | 39 | ||||||||||||||
| 25 | 4,2 | 18 | 8 | 10 | 16 | 23 | 31 | |||||||||||||||
| 30 | 5 | 22 | 9 | 13 | 19 | 25 | 34 | |||||||||||||||
| 32 | 5,5 | 23 | 8 | 12 | 18 | 24 | 32 | 40 | ||||||||||||||
| 35 | 5,7 | 25 | 11 | 16 | 22 | 29 | 37 | 45 | 65 | |||||||||||||
| 40 | 6,7 | 29 | 14 | 20 | 25 | 32 | 40 | 57 | ||||||||||||||
| 45 | 7,5 | 32 | 17 | 23 | 29 | 35 | 50 | 69 | 90 | |||||||||||||
| 50 | 8,4 | 36 | 26 | 32 | 46 | 62 | 81 | |||||||||||||||
| 60 | 10 | 43 | 21 | 26 | 38 | 52 | 68 | 85 | 105 | |||||||||||||
| 70 | 12 | 50 | 22 | 33 | 44 | 58 | 73 | 90 | 130 | |||||||||||||
| 80 | 13 | 57 | 29 | 39 | 50 | 64 | 79 | 113 | ||||||||||||||
| 90 | 15 | 64 | 35 | 45 | 57 | 70 | 101 | 158 | ||||||||||||||
| 100 | 17 | 71 | 41 | 51 | 63 | 91 | 142 | 205 | ||||||||||||||
| 120 | 20 | 91 | 42 | 53 | 76 | 120 | 170 | 210 | ||||||||||||||
| 160 | 27 | 112 | 40 | 57 | 89 | 127 | 158 | |||||||||||||||
| 180 | 30 | 126 | 79 | 114 | 140 | |||||||||||||||||
| 200 | 33 | 140 | 102 | 127 | ||||||||||||||||||
Внимание! Для точных вычислений нужно учитывать следующие ГОСТы:
- ГОСТ 19903-74 Прокат листовой горячекатаный (Таблица 3) (ссылка на таблицу),
- ГОСТ 19904-90 Прокат листовой холоднокатаный (Таблица 2) (ссылка на таблицу).
При прокатки возможны отклонения по толщине металла, и требуются точные измерительные приборы (например микрометр).
Расчет усилия гибки на листогибе в Excel
Для увеличения жесткости металлических конструкций применяют уголок гнутый. Он также используется для строительства вентилированных фасадов, в производстве раздвижной мебели и во многих других областях. Угол гнутый получают из холодного листа металла на специальном оборудовании.
Варианты изготовления гнутого углка:
- Гибка на гидравлическом прессе — Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого.
- Гибка металла на вальцах — Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений свойств металла при обработке. Как первый, так и второй способ оставляют структуру металла на местах сгиба неизменной. При этом лист металла может иметь толщину до 10 мм.
Гибка в домашних условиях
Для придания металлу нужной формы наличие сложного и дорогостоящего оборудования совсем необязательно.
Если толщина стали сравнительно небольшая (до 3 миллиметров) и в ней содержится немного углерода, то из нее можно получить изделие сложной формы и в домашней мастерской.
В качестве станка для гибки металла можно использовать обыкновенные слесарные тиски с молотком, а для завивки спиралей из прутка или тонкой полосы пользуются так называемой улиткой. Конструкция улитки не отличается сложностью. Ее можно изготовить самостоятельно.
Как проводится гибка листового металла?
Такая технологическая операция, как гибка листового металла, позволяет при минимальных физических усилиях сформировать заготовку требуемой конфигурации.
Альтернативой гибки металлического проката является сварочный процесс, однако в этом случае он занимает гораздо больше времени, да и в финансовом плане стоит несколько дороже.
Гибка листового металла может быть произведена ручным или автоматическим способом, однако и в том, и в другом случае технология самого процесса остается неизменной.
В том случае, когда осуществляется гибка проката, который имеет большой радиус, как правило, нейтральный слой располагается в средней части толщины.
«Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%.
| Усилие | Длина гиба |
| 100% | 3000 мм |
| 75% | 2250 мм |
| 50% | 1500 мм |
| 25% | 750 мм |
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение ( Rm )
Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например: St 37-2: 340-510 Н/мм2 St 52-3: 510-680 Н/мм2
Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм: V=8xS, для большей толщины листа необходимо V=10xS или V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением». Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32 В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем, больше упругая деформация;
- направления волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемой при условии V=8хS:
| Предел прочности в Н/мм2 | упругая деформация в ° |
| 200 | 0,5 — 1,5 |
| 250 | 1 — 2 |
| 450 | 1,5 — 2,5 |
| 600 | 3 — 4 |
| 800 | 5 — 6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки (например угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°).
Расчет гибка листового металла
Такая технологическая операция, как гибка листового металла, позволяет при минимальных физических усилиях сформировать заготовку требуемой конфигурации.
Альтернативой гибки металлического проката является сварочный процесс, однако в этом случае он занимает гораздо больше времени, да и в финансовом плане стоит несколько дороже.
Гибка листового металла может быть произведена ручным или автоматическим способом, однако и в том, и в другом случае технология самого процесса остается неизменной.
В том случае, когда осуществляется гибка проката, который имеет большой радиус, как правило, нейтральный слой располагается в средней части толщины.
В свою очередь, если взят минимальный радиус, то вышеупомянутый слой уже смещается непосредственно в сторону области сжатия материала.
На промышленных производствах технология гибки листового металла осуществляется при помощи специального оборудования, при этом производится предварительный расчет и учитывается соответствующий ГОСТ.
Технология гибки проката своими руками имеет свои особенности, притом, что также должен быть произведен необходимый расчет и взят во внимание ГОСТ.
В этом случае используется специальное приспособление, а чтобы изменить конфигурацию металлического листа, необходимо приложить определенные усилия и обязательно взять во внимание расчет.
Основные принципы гибки металла
Для изменения формы металлического проката можно использовать несколько различных методик.
Очень часто в этом случае используют сварку, однако такое тепловое воздействие на металл не только сильно влияет на его структуру, но и значительно снижает показатели его прочности, а соответственно, и уменьшает срок службы.
В этом случае изменить форму листового металла можно за счет определенного усилия, при котором в заготовке не происходят структурные изменения.
Особенности гибки металлического проката заключаются в том, что при выполнении этой слесарной операции происходит растяжение наружных слоев материала и соответственно сжатие внутренних.
Технология гибки любого листового металла заключается в том, что часть проката перегибается по отношению к другой на строго определенный угол.
Получить величину заданного угла перегиба позволяет расчет.
Конечно, за счет прилагаемого усилия сам металл определенным образом подвергается деформации, которая имеет допустимый предел, который согласно ГОСТ зависит от таких параметров, как толщина материала, величина угла изгиба, а также хрупкости и скорости проведения операции.
Данная технологическая операция проводится на специальном оборудовании, которое дает возможность получить в итоге изделие без каких-либо дефектов.
В условиях, когда работа выполняется своими руками, для гибки металла используется специальное приспособление.
И в том, и в другом случае необходимо обязательно учитывать то, что если изделие будет согнуто с нарушениями, то на поверхности материала образуются микротрещины, которые впоследствии станут причиной ослабления металла непосредственно в месте изгиба, что может привести к серьезным последствиям.
Современные возможности позволяют проводить изгиб проката самой разной толщины, при этом создаваемое напряжение должно превышать такой параметр, как предел упругости.
В любом случае, деформация листового металла должна носить пластический характер.
Следует отметить, что получаемая таким образом бесшовная конструкция, будет иметь высокую прочность и обладать определенной устойчивость к воздействию коррозии.
Виды и типы гибки
Любая гибка металла может быть произведена как своими руками, так и с использованием специального профессионального оборудования, предназначенного для этих целей.
Следует отметить, что при выполнении данной технологической операции своими руками придется затратить определенные физические усилия и время.
В этом случае гибка осуществляется при помощи плоскогубцев и молотка, в некоторых отдельных случаях используется специальное приспособление.
Следует отметить, что изгибание своими руками тонкого металлического листа, а также алюминия осуществляется с использованием киянки.
На промышленных предприятиях этот процесс стараются всячески автоматизировать и используют непосредственно для гибки вальцы ручного или гидравлического типов, а также специальные роликовые агрегаты.
К примеру, чтобы придать изделию цилиндрическую форму, изгиб металла осуществляют при помощи вальцев. Таким образом получают трубы, дымоходы, желоба и многое другое.
В зависимости от функциональных возможностей такие прессы могут иметь различное устройство и, соответственно, размеры.
Следует отметить, что современное оборудование позволяет выполнять высокотехнологичные операции с металлом.
Так, новые промышленные станки дают возможность за один рабочий цикл произвести одновременно загиб листа по нескольким линиям, что дает возможность выпускать детали любой сложности.
Как правило, такое оборудование достаточно легко эксплуатировать.
Перенастроить его на работу с другим материалом можно достаточно быстро.
Данная операция требует особого внимания при необходимости выполнить изгиб листового алюминия.
Связано это, прежде всего, с тем, что у листового алюминия параметры прочности и упругости имеют несколько отличные величины от других типов металлов.
Самостоятельная гибка
Каждый металл имеет свой ГОСТ, который следует обязательно учитывать, когда проводится расчет, при котором получается минимальный радиус изгиба листа.
Расчет, в котором указаны параметры, всегда индивидуален. Особенности гибки металлического листа учитывают не только минимальный радиус изгиба, но и коэффициент упругости, а также прочностные характеристики.
Гибка металлического листа позволяет получить профиля с различной конфигурацией, сборные перегородки, откосы, а также многие другие изделия.
Перед тем как перейти к гибке металла, необходимо сделать соответствующий расчет в соответствии с ГОСТ и определить минимальный радиус линии изгиба.
Также обязательно определяется и длина изгибаемой полосы, при этом необходимо сделать минимальный припуск непосредственно на каждую линию изгиба.
Сам листовой металл из алюминия, нержавейки и пр. следует при необходимости выровнять и разрезать в соответствии с чертежом. Резка своими руками, как правило, осуществляется ножницам по соответствующей технологии. если не приложить усилия, то ничего не получится.
Далее следует на заготовку нанести в определенных местах риски, по которым и будет производиться изгибание.
Металлическая заготовка прочно зажимается в тисках подходящих размеров по начерченной линии изгиба, после чего при помощи увесистого молотка производится первый загиб.
Далее металлическая заготовка переставляется к следующему месту технологического загиба, вместе с деревянным бруском плотно зажимается, после чего производится следующий загиб, согласно чертежу.
После этого осуществляется разметка лапок скобы и в тисках при помощи молотка обе лапки отгибаются в заданном направлении.
По окончанию выполнения работ при помощи угольника необходимо убедиться в том, что заготовка соответствует всем заданным параметрам.
Если есть некоторые расхождения с предварительными расчетами, то их следует исправить в той же последовательности.
Более подробно о том, как своими руками осуществляется гибка металлических листов при помощи тисков и молотка, рассказано на видео, которое размещено ниже.
Порядок резки металла
Как правило, перед тем как производить изгиб металлических заготовок, им придают форму, заданную чертежом, что позволяет упростить работу и получить более точный радиус загиба.
Резка металлического листа представляет собой отдельную техническую операцию, которая производится по своей технологии.
В большинстве случаев резка заготовок из металла осуществляется при помощи листовых ножниц, которые носят название гильотина.
Такие станки, как правило, устанавливаются на предприятиях и позволяют быстро выполнить необходимую работу, учитывая при этом радиус изгиба и плотность материала.