- Сайт инженера-проектировщика
- Свежие записи
- Круглые трубы D325 ГОСТ 32931-2015
- ГОСТ 32931-2015
- Круглые трубы
- Труба электросварная круглая 325
- Назначение:
- Электросварные круглые трубы ⌀ 325 мм производства Уралтрубпром отвечают требованиям следующих стандартов:
- Контроль качества труб 325 мм производства Уралтрубпром:
- Состояние поставки:
- Доставка, отгрузка, заказ.
- ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
- Скачать ГОСТ 16037-80
Сайт инженера-проектировщика
Свежие записи
Круглые трубы D325 ГОСТ 32931-2015
ГОСТ 32931-2015
Круглые трубы

F — площадь поперечного сечения трубы, мм 2 ;
Ix, Iy — моменты инерции сечения, см 4 ;
Wx, Wy — моменты сопротивления сечения, см 3 ;
| Профиль | Размеры трубы, мм | Площадь поперечного сечения F, см 2 | Статические характеристики для осей X и Y | Масса 1 м трубы M, кг | ||
| Наружный диаметр D | Толщина стенки S | Момент инерции сечения Ixy, см 4 | Момент сопротивления сечения Wxy, см 3 | |||
| Труба D325×3,5 | 325 | 3,5 | 35,35 | 4567,96 | 281,11 | 27,75 |
| Труба D325×3,8 | 325 | 3,8 | 38,34 | 4945,73 | 304,35 | 30,1 |
| Труба D325×4 | 325 | 4 | 40,34 | 5196,39 | 319,78 | 31,67 |
| Труба D325×4,5 | 325 | 4,5 | 45,31 | 5818,91 | 358,09 | 35,57 |
| Труба D325×5 | 325 | 5 | 50,27 | 6435,55 | 396,03 | 39,46 |
| Труба D325×5,5 | 325 | 5,5 | 55,21 | 7046,34 | 433,62 | 43,34 |
| Труба D325×6 | 325 | 6 | 60,13 | 7651,32 | 470,85 | 47,2 |
| Труба D325×7 | 325 | 7 | 69,93 | 8844,01 | 544,25 | 54,9 |
| Труба D325×8 | 325 | 8 | 79,67 | 10013,91 | 616,24 | 62,54 |
| Труба D325×9 | 325 | 9 | 89,35 | 11161,32 | 686,85 | 70,14 |
| Труба D325×10 | 325 | 10 | 98,96 | 12286,51 | 756,09 | 77,68 |
| Труба D325×11 | 325 | 11 | 108,51 | 13389,79 | 823,99 | 85,18 |
| Труба D325×12 | 325 | 12 | 118 | 14471,44 | 890,55 | 92,63 |
| Труба D325×13 | 325 | 13 | 127,42 | 15531,74 | 955,8 | 100,03 |
| Труба D325×14 | 325 | 14 | 136,78 | 16570,97 | 1019,75 | 107,38 |
| Труба D325×16 | 325 | 16 | 155,32 | 18587,36 | 1143,84 | 121,93 |
| Труба D325×17 | 325 | 17 | 164,49 | 19565,08 | 1204 | 129,13 |
| Труба D325×17,5 | 325 | 17,5 | 169,06 | 20046,44 | 1233,63 | 132,71 |
| Труба D325×18 | 325 | 18 | 173,6 | 20522,85 | 1262,94 | 136,28 |
| Труба D325×19 | 325 | 19 | 182,65 | 21460,93 | 1320,67 | 143,38 |
| Труба D325×20 | 325 | 20 | 191,64 | 22379,61 | 1377,21 | 150,44 |
| Труба D325×21 | 325 | 21 | 200,56 | 23279,15 | 1432,56 | 157,44 |
| Труба D325×22 | 325 | 22 | 209,42 | 24159,81 | 1486,76 | 164,39 |
ОСТАЛЬНЫЕ СЕЧЕНИЯ СМОТРИТЕ ЗДЕСЬ:
Труба электросварная круглая 325
Уралтрубпром изготавливает электросварные прямошовные трубы диаметром 325 мм с толщиной стенки от 5 до 22 мм и длиной от 5 до 24 м.
Стальные трубы 325 мм производятся только из рулонной стали.
Сварной шов — индукционная сварка, ТВЧ.
Назначение:
Применяются в нефтяной и газовой промышленности (нефтепродуктопроводы, нефте- и газопроводы и тд.), а также в сфере строительства (металлоконструкции)
Электросварные круглые трубы ⌀ 325 мм производства Уралтрубпром отвечают требованиям следующих стандартов:
ГОСТ 10704, ГОСТ 10705, ГОСТ 20295, ГОСТ 31447, ГОСТ 32931.
Контроль качества труб 325 мм производства Уралтрубпром:
- Для сварного шва испытания: неразрушающий контроль, на растягивающей нагрузке, на ударном копре, на статический загиб и др.
- Для основного металла испытания: НК в объеме 100%, на разрывной машине, работа удара и др.
Состояние поставки:
Сварной шов с термообработкой.
Доставка, отгрузка, заказ.
- Отгрузка труб осуществляется а/м и ж/д транспортом. Предусмотрен самовывоз.
- Трубы производятся «под заказ».
- Мы принимаем только оптовые заказы от 20 тонн (одна позиция или сборный заказ).
- Трубы в розницу от 1 п.м. вы можете приобрести у нашего дилера по мелко-розничной торговле — ООО «Металлобаза №3» (г. Первоуральск).
http://www.metallobaza3.ru
Для расчета стоимости труб диаметром 325 мм отправьте заявку в свободной форме через сайт. Вы гарантированно получите быстрый ответ.
Посмотреть телефоны отдела продаж.
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
Скачать ГОСТ 16037-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ
СТАЛЬНЫХ ТРУБОПРОВОДОВ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ Основные типы, конструктивные элементы и размеры Welded joints in steel pipelines. Main types, design elements and dimensions | ГОСТ 16037 — 80 Взамен ГОСТ 16037 — 70 |
Переиздание (май 1999 г.) с Изменением № 1, утвержденным в декабре 1990 г. (ИУС 3 — 91)
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. № 1876 дата введения установлена
Ограничение срока действия снято по протоколу 5 — 94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11 — 12 — 94)
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП — дуговая сварка в защитном газе плавящимся электродом;
ЗН — дуговая сварка в защитном газе неплавящимся электродом;
Р — ручная дуговая сварка;
Ф — дуговая сварка под флюсом;
Г — газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s, s1 — толщины стенок свариваемых деталей;
b — зазор между кромками свариваемых деталей после прихватки;
e — ширина сварного шва;
g — выпуклость сварного шва;
d — толщина подкладного кольца;
а — толщина шва;
с — притупление кромки;
В — ширина нахлестки;
l — длина муфты;
K — катет углового шва;
K1 — катет углового шва со стороны разъема фланца;
Dn — наружный диаметр трубы;
f — фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
| Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки | Условное обозначение сварного соединения | |||||
| подготовленных кромок | сварного шва | ЗП | ЗН | Р | Ф | Г | ||||
| Стыковое соединение трубы с трубой или с арматурой
| Без скоса кромок | Односторонний |  |  | 2 — 5 25 | 2 — 3 10 | 2 — 5 25 | 4 — 6 133 | 1 — 3 150 | С2 |
| Односторонний на съемной подкладке | 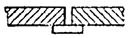 |  | 2 — 4 25 | 2 — 3 25 | — | — | C4 | |||
| Односторонний на остающейся цилиндрической подкладке |  |  | 2 — 3 25 | С5 | ||||||
| Со скосом одной кромки | Односторонний |  |  | 3 — 20 25 | — | 3 — 20 25 | С8 | |||
| Односторонний на остающейся цилиндрической подкладке |  |  | 2 — 20 25 | — | 2 — 20 57 | C10 | ||||
| Со скосом кромок | Односторонний |  |  | 3 — 20 25 | 3 — 20 14 | 3 — 20 25 | 3 — 7 14 — 150 | CI7 | ||
| Односторонний на съемной подкладке |  |  | 2 — 40 25 | 2 — 40 10 | 2 — 40 25 | 6 — 40 377 | — | C18 | ||
| Односторонний на остающейся цилиндрической подкладке |  |  | 2 — 20 25 | 2 — 20 10 | 2 — 20 25 | — | С19 | |||
| Со скосом кромок | Односторонний с расплавляемой вставкой |  |  | 4 — 20 25 | 4 — 20 25 | 4 — 20 25 | С46 | |||
| С криволинейным скосом кромок | Односторонний |  |  | — | 5 — 6 25 | — | С47 | |||
| С криволинейным скосом кромок с расточкой |  |  | 6 — 25 25 | С48 | ||||||
| Со скосом кромок с расточкой | Односторонний на остающейся цилиндрической подкладке |  |  | 6 — 20 25 | 6 — 20 25 | 6 — 20 57 | С49 | |||
| Односторонний на остающейся конической подкладке |  |  | C50 | |||||||
| Со скосом кромок с раздачей |  |  | 2 — 6 25 | 2 — 6 10 | — | C51 | ||||
| С криволинейным скосом кромок с расточкой | Односторонний на остающейся цилиндрической подкладке |  |  | 7 — 60 25 | 7 — 60 25 | 7 — 60 57 | 7 — 60 377 | C52 | ||
 |  | 16 — 60 68 | — | 16 — 60 68 | 16 — 60 377 | С53 | ||||
| Стыковое соединение секторов колеи (отводов)
| Со скосом кромок | Двусторонний |  |  | 3 — 25 108 | — | 3 — 25 108 | — | — | С54 |
| Односторонний на съемной подкладке | 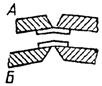 |  | С55 | |||||||
Стыковое соединение фланца с трубой  | С двумя несимметричными скосами двух кромок | Двусторонний |  |  | 3 — 40 70 | 3 — 40 70 | C56 | |||
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой  | Без скоса кромок | Односторонний |  |  | 2 — 5 14 | 2 — 5 10 | 2 — 5 22 | 1 — 5 6 — 150 | HI | |
Нахлесточное соединение труб с раздачей одного конца трубы  |  |  | 2 — 20 14 | — | 2 — 20 25 | 1,6 — 7 14 — 150 | p | |||
Нахлесточное соединение труб муфтой  | Без скоса кромок | Односторонний двойной |  |  | 2 — 20 14 | 2 — 20 25 | — | 1,6 — 7 14 — 150 | Н4 | |
| Со скосом одной кромки | Односторонний с раздачей и развальцовкой |  |  | 2 — 12 14 | 2 — 12 14 | — | У15 | |||
| Угловое соединение фланца или кольца с трубой
| Без скоса кромок | Двусторонний |  |  | 2 — 15 14 | 2 — 15 14 | У5 | |||
| Со скосом одной кромки | Двусторонний |  |  | 2 — 15 14 | 2 — 15 14 | У7 | ||||
| С симметричным скосом одной кромки |  |  | У8 | |||||||
Угловое соединение отростка с трубой равных размеров  | Без скоса кромок | Односторонний |  |  | 2 — 4 14 | — | 2 — 4 25 | — | У16 | |
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой  | Без скоса кромок | Односторонний |  |  | 2 — 20 14 | 2 — 20 14 | 2 — 20 25 | 1 — 7 14 — 150 | У17 | |
 |  | 2 — 25 14 | 2 — 25 14 | 2 — 25 25 | У18 | |||||
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой  | Со скосом одной кромки | Односторонний |  |  | 4 — 25 14 | 4 — 25 14 | 4 — 25 25 | — | — | У19 |
Угловое соединение ответвительного штуцера или приварыша с трубой  | Односторонний на цилиндрическом усе |  |  | 4 — 20 12 | 4 — 20 12 | 4 — 20 25 | У20 | |||
| Односторонний на съемной подкладке |  |  | У21 | |||||||



Примечание. В графе «Толщина стенки и минимальный наружный диаметр трубы для способов сварки» в числителе приведены предельные толщины стенок, а в знаменателе – минимальные наружные диаметры труб за исключением угловых соединений, для которых приведены предельные толщины стенок и минимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров и приварышей); для соединений, выполненных газовой сваркой, в знаменателе приведены предельные значения наружных диаметров.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 — 33.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | b | e | g | ||||
| подготовленных кромок свариваемых деталей | Сварного шва | Номин. | Пред. откл. | Номин. | Прел. откл. | Номин. | Пред. откл. | |||
| C2 |  | 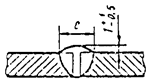 | ЗП; Р | 2,0 | 0,5 | +0,5 | 4 | +2 | — | — |
| 3,0 | 1,0 | |||||||||
| 4,0 — 5,0 | 1,5 | |||||||||
| Ф | 4,0 | 8 | ||||||||
| 6,0 | 10 | |||||||||
 | ЗH | 2,0 — 3,0 | 0 | +0,3 | — | — | ||||
 | Г | 1,0 — 1,6 | 0,5 | ±0,3 | 3 | +1 | 0,5 | +0,5 | ||
| 2,0 — 3,0 | 1,0 | ±0,5 | 4 | +2 | 1,0 | ±0,5 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| подготовленных кромок свариваемых деталей | сварного шва | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С4 |  |  | Р; ЗН | 2 — 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | |
| подготовленных кромок свариваемых деталей | сварного шва | |||
| С5 |  |  | ЗП; ЗН; Р | 2 — 3 |
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | b | с | e | g | |||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С8 |  | с  | ЗП; Р | 3 | 1 | +0,5 | 0,5 | +0,5 | 8 | +2 | 1,5 | +1,5 — 1,0 |
| 4 | 10 | |||||||||||
| 5 | 11 | |||||||||||
| 6 | 12 | |||||||||||
| 7 | 13 | +3 | ||||||||||
| 8 | 14 | 2,0 | +2,0 — 1,5 | |||||||||
| 9 | 2 | 1,0 | ±0,5 | 16 | +4 | |||||||
| 10 | 18 | |||||||||||
| 12 | +1,0 | 20 | ||||||||||
| 14 | 22 | +5 | ||||||||||
| 16 | 25 | |||||||||||
| 18 | 27 | |||||||||||
| 20 | 29 | +7 | ||||||||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | b | e | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С10 |  |  | ЗП; Р | 2 | 2 | +2 | 9 | +2 | 1,5 | +1,5 — 1,0 |
| 3 | 10 | |||||||||
| 4 | 11 | |||||||||
| 5 | 12 | +3 | ||||||||
| 6 | 13 | |||||||||
| 7 | 14 | +4 | ||||||||
| 8 | 4 | ±l | 16 | 2,0 | +2,0 — 1,0 | |||||
| 9 | 18 | |||||||||
| 10 | 19 | |||||||||
| 12 | 5 | +2 — 1 | 21 | +5 | ||||||
| 14 | 23 | +6 | ||||||||
| 16 | 26 | |||||||||
| 18 | 28 | |||||||||
| 20 | 31 | +7 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | b | с | e | g | |||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С17 |  |  | ЗП; ЗН; Р; Г | 3 | 1,0 | +0,5 | 0,5 | +0,5 | 7 | +2 | 1,5 | +1,5 — 1,0 |
| 4 | 8 | |||||||||||
| 5 | 1,5 | 1,0 | ±0,5 | 9 | ||||||||
| 6 | 11 | |||||||||||
| 7 | 12 | +3 | ||||||||||
| ЗП; ЗН; Р | 8 | 2,0 | +1,0 | 13 | ||||||||
| 10 | 16 | +4 | 2,0 | +2,0 — 1,5 | ||||||||
| 12 | 18 | |||||||||||
| 14 | 21 | |||||||||||
| 16 | +1,5 | 1,5 | 23 | +6 | ||||||||
| 18 | 26 | |||||||||||
| 20 | 28 | |||||||||||
Примечание. При способе сварки 3Н зазор b = 0+0,5.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | b | e | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| C18 |  |  | ЗП; ЗН; Р | 2 | 2 | +1,0 | 7 | +2 | 1,5 | +1,5 — 1,0 |
| 3 — 4 | 8 | |||||||||
| 5 | 10 | |||||||||
| ЗП; ЗН; Р; | 6 — 8 | 3 | +1,0 — 0,5 | 13 | +3 | |||||
| 9 — 10 | 15 | |||||||||
| 12 | 18 | |||||||||
| 14 | 4 | +1,0 | 22 | +4 | ||||||
| 16 | 24 | 2,0 | +2,0 — 1,5 | |||||||
| 18 | 20 | +5 | ||||||||
| 20 | 29 | |||||||||
| 25 — 30 | 6 | ±l,0 | 39 | +7 | ||||||
| 35 — 40 | 50 | |||||||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | b | e | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С19 |  |  | ЗП; ЗН; | 2 | 2 | +1,0 | 7 | +2 | 1,5 | +1,5 — 1,0 |
| 3 | 8 | |||||||||
| 4 | 9 | |||||||||
| 5 | 10 | |||||||||
| 6 | 3 | +1,0 — 0,5 | 12 | +3 | ||||||
| 7 | 13 | +4 | ||||||||
| 8 | 14 | |||||||||
| 10 | 16 | +5 | 2,0 | +2,0 — 1,5 | ||||||
| 12 | 18 | |||||||||
| 14 | 5 | ±1,0 | 23 | +6 | ||||||
| 16 | 25 | +8 | ||||||||
| 18 | 27 | |||||||||
| 20 | 30 | |||||||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С46 |  |  | ЗП; ЗН; | 4 | 9 | +2 | 1,5 | +1,5 — 1,0 |
| 5 | 10 | |||||||
| 6 | 11 | |||||||
| 7 | 12 | |||||||
| 8 | 13 | |||||||
| 9 | 14 | +3 | ||||||
| 10 | 15 | 2,0 | +2,0 — 1,5 | |||||
| 12 | 17 | |||||||
| 14 | 18 | |||||||
| 16 | 22 | +5 | ||||||
| 18 | 24 | |||||||
| 20 | 27 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | |
| подготовленных кромок свариваемых деталей | сварного шва | |||
| С47 |  | 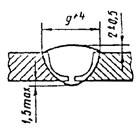 | 3Н | 5 — 6 |
 | ||||
____________
* Допускается увеличение до 2 мм.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С48 |  |  | 3Н | 6 | 16 | +3 | 2,0 | ±0,5 |
| 7 | 17 | |||||||
| 8 | ||||||||
| 9 | 18 | 3,0 | ±1,0 | |||||
 | 10 | |||||||
| 12 | 20 | +4 | ||||||
| 14 | 23 | 4,0 | ||||||
| 16 | ||||||||
| 18 | 27 | |||||||
| 20 | ||||||||
| 25 | 30 | |||||||
__________
* Допускается увеличение до 2 мм.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | b | е | g | d +0,2 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С49 |  | 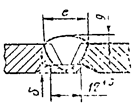 | ЗП; | 6 | 3 | +1,0 — 0,5 | 12 | +3 | 1,5 | +1,5 — 1,0 | 2,5 (при Dу до 150 включ.) 3,0 (при Dу более 150) |
| 7 | 13 | ||||||||||
| 8 | 14 | ||||||||||
| 9 | 15 | 2,0 | +2,0 — 1,5 | ||||||||
| 10 | 16 | ||||||||||
| 12 | 18 | +4 | |||||||||
| 14 | 5 | ±1,0 | 23 | ||||||||
| 16 | 25 | ||||||||||
| 18 | 27 | ||||||||||
| 20 | 30 | ||||||||||
Примечание. При способе сварки 3Н зазор b = 2,5+1,0.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С50 | 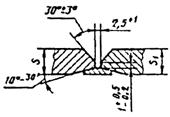 |  | ЗП; | 6 | 22 | +3 | 2,5 | +1,5 |
| 7 | +4 | |||||||
| 8 | 23 | |||||||
| 9 | +5 | 3,5 | +2,0 | |||||
| 10 | 24 | |||||||
| 12 | 27 | |||||||
| 14 | 23 | +6 | ||||||
| 16 | 29 | +8 | ||||||
| 18 | 30 | |||||||
| 20 | 33 | |||||||
| Условное обозначение сварного соединения | Конструкционные элементы и размеры | Способ сварки | s = s1 | e +2 | |
| подготовленных кромок свариваемых деталей | cварного шва | ||||
| С51 |  |  | ЗН; ЗН | 2 | 11 |
| 3 | 12 | ||||
| 4 | 13 | ||||
| 5 | 14 | ||||
| 6 | |||||
| Условное обозначение сварного соединения | Конструкционные элементы и размеры | Способ сварки | s = s1 | R | e +6 | g | a ±l° | ||
| подготовленных кромок свариваемых деталей | cварного шва | Номин. | Пред. откл. | ||||||
| C52 | 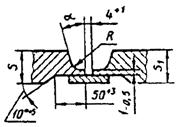 |  | Р; ЗП; Ф; ЗН | 7 | 4 | 18 | 2 | ±2 | 22° |
| 11 | 21 | ||||||||
| 16 | 6 | 27 | 15° | ||||||
| 20 | 29 | ||||||||
| 22 | 30 | ||||||||
| 30 | 31 | ||||||||
| 32 | 35 | 3 | +2 — 3 | ||||||
| 36 | 38 | ||||||||
| 40 | 36 | ||||||||
| 45 | 38 | 12° | |||||||
| 60 | 48 | ||||||||
| Условное обозначение сварного соединения | Конструкционные элементы и размеры | Способ сварки | s = s1 | e +6 | g | ||
| подготовленных кромок свариваемых деталей | cварного шва | Номин. | Пред. откл. | ||||
| С53 |  |  | P; ЗП; Ф | 16 | 26 | 2 | ±2 |
| 20 | 30 | ||||||
| 22 | |||||||
| 30 | 33 | ||||||
| 32 | 3 | +2 — 3 | |||||
| 36 | 35 | ||||||
| 40 | 36 | ||||||
| 45 | 37 | ||||||
| 60 | 46 | ||||||
| Условное обозначение сварного соединения | Конструкционные элементы и размеры | Способ сварки | s = s1 | b | e | g | ||||
| подготовленных кромок свариваемых деталей | cварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С54 |  |  | ЗП; P | 3 | 1,5 | +1,0 — 0,5 | 8 | +2 | 1,5 | +1,5 — 1,0 |
| 4 | 9 | |||||||||
| 5 | 10 | |||||||||
| 6 | 12 | +3 | ||||||||
| 7 | 13 | +4 | ||||||||
| 8 | 14 | |||||||||
| 10 | 2,0 | +1,0 — 0,5 | 16 | 2,0 | +2,0 — 1,0 | |||||
| 12 | 18 | +5 | ||||||||
 | 14 | 20 | ||||||||
| 16 | 3,0 | 22 | ||||||||
 | 18 | 24 | +6 | |||||||
| 20 | 26 | |||||||||
| 22 | 28 | |||||||||
| 24 | 30 | +7 | ||||||||
| 25 | 32 | |||||||||
| Условное обозначение сварного соединения | Конструкционные элементы и размеры | Способ сварки | s = s1 | c | e | g | ||||
| подготовленных кромок свариваемых деталей | cварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| C55 | 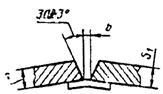 |  | ЗП; | 3 | 2 | +1,0 | 8 | +2 | 1,5 | +1,5 — 1,0 |
| 4 | 9 | |||||||||
| 5 | 10 | |||||||||
| 6 | 3 | +1,0 — 0,5 | 12 | +3 | ||||||
| 7 | 13 | +5 | ||||||||
| 8 | 14 | |||||||||
| 10 | 16 | +6 | 2,0 | +2,0 — 1,5 | ||||||
 |  | 12 | 4 | 18 | 3,0 | |||||
| 14 | 21 | |||||||||
| 16 | 23 | +7 | ||||||||
| 18 | 25 | |||||||||
| 20 | 28 | |||||||||
| 22 | 5 | 31 | 4,0 | |||||||
| 24 | 33 | |||||||||
| 25 | 35 | |||||||||
| Условное обозначение сварного соединения | Конструкционные элементы и размеры | Способ сварки | s = s1 | c | e | g | ||||
| подготовленных кромок свариваемых деталей | cварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С56 | 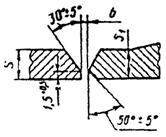 | 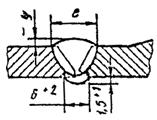 | ЗП; P | 3 | 1,5 | +1,0 — 0,5 | 5 | +2 | 1,5 | +1,5 — 1,0 |
| 4 | 7 | |||||||||
| 5 | 8 | |||||||||
| 6 | 9 | |||||||||
| 7 | 2,0 | +2,0 — 0,5 | 10 | +3 | ||||||
| 8 | 12 | |||||||||
| 10 | 14 | +4 | 2,0 | +2,0 — 1,5 | ||||||
| 12 | 16 | |||||||||
| 14 | 20 | +6 | ||||||||
| 16 | 22 | |||||||||
| 18 | 24 | +8 | ||||||||
| 20 | 26 | |||||||||
| 25 — 30 | 35 | 3,0 | ||||||||
| 35 — 40 | 48 | |||||||||
| Условное обозначение сварного соединения | Конструкционные элементы и размеры | Способ сварки | s | К +2 | |
| подготовленных кромок свариваемых деталей | cварного шва | ||||
| HI |  | 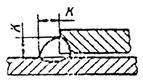 | Г | 1,0 | 2 |
| 1,5 | |||||
| ЗП; ЗН; Р; | 2,0 | 3 | |||
| 2,5 | |||||
| 3,0 | 4 | ||||
| 3,5 | 5 | ||||
| 4,0 | |||||
| 5,0 | 7 | ||||
Примечание. Допускается применение штуцеров и ниппелей с фаской.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s | К | В, не более | |
| подготовленных кромок свариваемых деталей | сварного шва | |||||
| Н3 |  |  | ЗП; Р | 2 — 20 | s+1 | 30 (при Dн до 32 включ.) 40 (при Dн св. 32 до 108 включ.) 50 (при Dн свыше 108) |
| Г | 1,6 — 7,0 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s | К | 1 ±5 | |
| подготовленных кромок свариваемых деталей | сварного шва | |||||
| Н4 |  |  | ЗП; Р | 2 — 20 | 1,3s+1 | 40 (при Dн менее 32) 50 (при Dн св. 32 до 108 включ.) 60 (при Dн более 108) |
| Г | 1,6 — 7,0 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | Dн | f | K, не менее | b,не более | |
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| У15 |  |  | ЗП; | 14 — 25 | K — 1 | 3 | 0,05 |
| 32 — 57 | 4 | ||||||
| 76 — 159 | 5 | ||||||
| 194 | 6 | ||||||
Примечание. Значение «К» определяется при проектировании.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s | b,не более | К | К1 | |
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| У5 |  |  | ЗП; Р | 2 — 15 | 0,5 (при Dн до 45 включ.) | s+1 | s (при s до 3 включ.) |
| 1,0 (при Dн св. 45 до 194 включ.) | 3 (при s св. 3) | ||||||
| 1,5 (при Dн св. 194) | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | Dн | b,не более | f | K, не менее | K1 | |
| подготовленных кромок свариваемых деталей | сварного шва | |||||||
| У7 |  |  | ЗП; Р | 14 — 25 | 0,5 | K — 1 | 3 | s (при s до 3 включ.) |
| 32 — 57 | 4 | |||||||
| 76 — 159 | 1,0 | 5 | 3 (при s св. 3) | |||||
| 194 | 6 | |||||||
| 219 | 1,5 | 7 | ||||||
| 245 | 8 | |||||||
| 273 — 325 | 9 | |||||||
| 377 — 530 | 10 | |||||||
Примечание. Значение «К» определяется при проектировании.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | Dн | b,не более | f | К,не менее | |
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| У8 |  |  | ЗП | 14 — 25 | 0,5 | K1 | 3 |
| 32 — 57 | 4 | ||||||
| 76 — 159 | 1,0 | 5 | |||||
| 194 | 6 | ||||||
| 219 | 1,5 | 7 | |||||
| 245 | 8 | ||||||
| 273 — 325 | 9 | ||||||
| 377 — 530 | 10 | ||||||
Примечание. Значение «К» определяется при проектировании.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | K | g | e | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. Откл. | Номин. | Пред. Откл. | Номин. | Пред. Откл. | |||
| У16 |  |  | ЗП; Р | 2 | 3 | +1 | 1,5 | +1,0 — 0,5 | 4 | +2 |
 |  | 3 | ||||||||
| 4 | 4 | 6 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s1 | b,не более | К | |
| подготовленных кромок свариваемых деталей | сварного шва | |||||
| У17 |  |  | Г | 1 — 7 | 1 | 1,3 толщины более тонкой детали |
 |  | ЗП; ЗН; Р | 2 — 20 | 2 | ||
Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s1 | b,не более | К | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| подготовленных кромок свариваемых деталей | сварного шва | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| У18 |  |  | Г | 1 — 7 | 1 | 1,3 толщины более тонкой детали | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |  | ЗП; Р; Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Примечания:
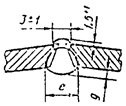
Примечание. При способе сварки НЗ зазор b = 2+0,5 5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами. 6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине. Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
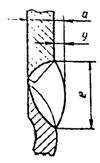
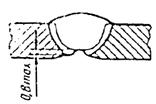
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s1, должен быть сделан скос до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей — Rz не более 80 мкм по ГОСТ 2789 — 73. 8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы. Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050 — 88. 9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, — не более 0,5 мм. Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно. 11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы. 12. В соединениях У18 и У19 размеры е и g в сечении А — А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей. 13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы. 14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать: + 2 мм — при К ≤ 5 мм; 15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм. (Измененная редакция, Изм. № 1). 16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки. Adblockdetector | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||