- Журнал сварки труб ВСН 012-88 форма 2.6, образец заполнения (скачать)
- Пример оформления журнала сварки труб, форма 2.6 (2.6а) ВСН012-88 часть 2
- Пояснение к оформлению журнала сварки труб
- Протокол сварки полиэтиленовых труб образец: Журнал сварки труб ВСН 012-88 форма 2.6, образец заполнения (скачать) – Журнал по сварке трубопроводов (СП 77.13330.2016), Журнал (форма)
- Журнал сварки труб ВСН 012-88 форма 2.6, образец заполнения (скачать)
- Пояснение к оформлению журнала сварки труб
- Журнал сварки труб
- Журнал сварочных работ
- Заказать разработку ППР на монтаж трубопроводов
- Как заполняются графы
- Карта технологического процесса сварки полимерных труб встык нагретым инструментом
- Выполнение работы
- Журнал по сварке полиэтиленовых газопроводов
- Реестр технологических карт
- Введение
Журнал сварки труб ВСН 012-88 форма 2.6, образец заполнения (скачать)

Журнал сварки труб — это один из важнейших и ответственных журналов в строительстве нефтегазопроводов, так как в нем содержится подробная информация по каждому сварному стыку, такая как местоположение стыка, результаты контроля и качества сварки, наименования свариваемых элементов и другие важные параметры. Журнал сварки труб ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно.
Пример оформления журнала сварки труб, форма 2.6 (2.6а) ВСН012-88 часть 2
Кликните на изображение, чтобы увеличить.
Кликните на изображение, чтобы увеличить.

Пояснение к оформлению журнала сварки труб
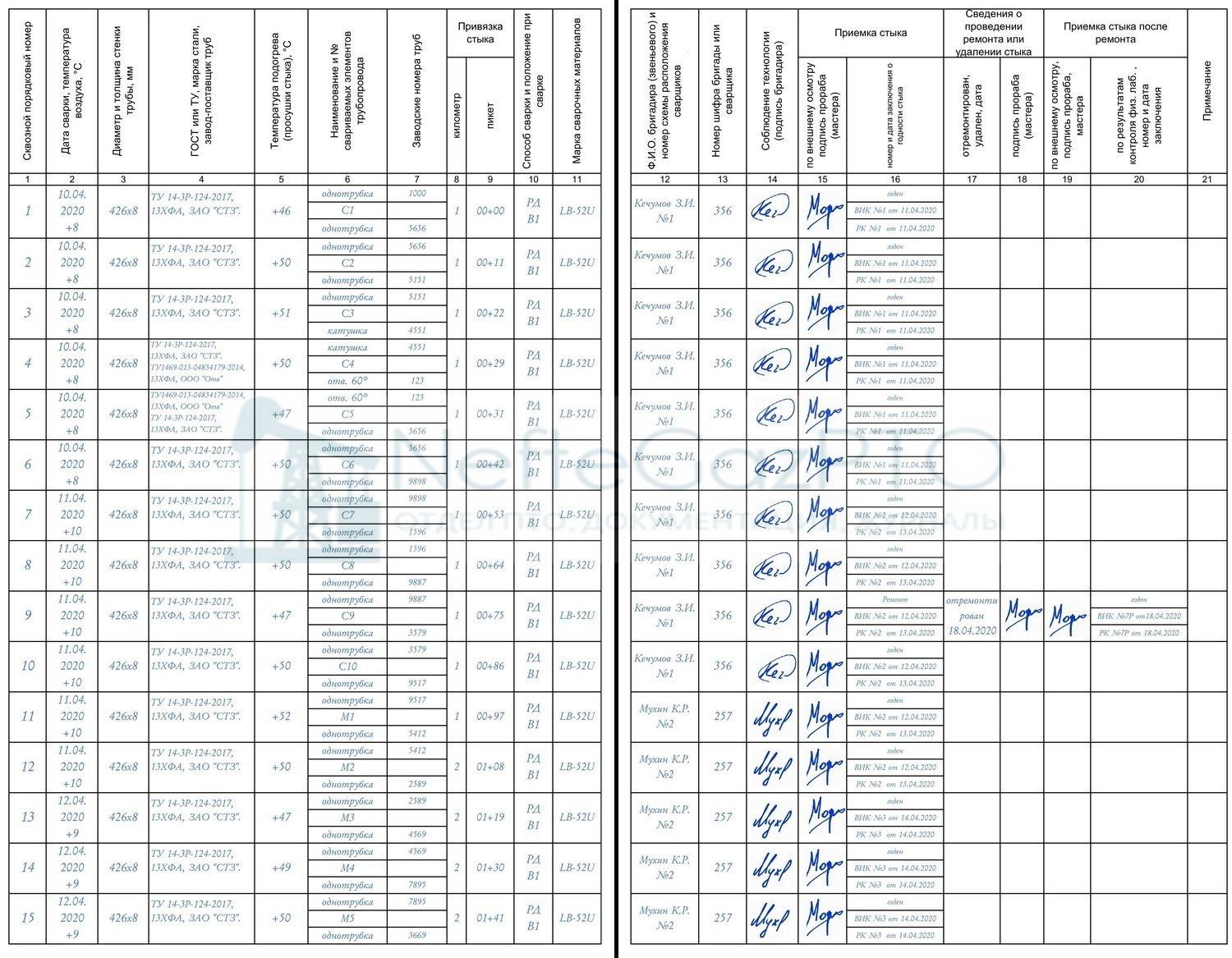
Пишется сквозной порядковый номер. Пример: 1, 2, 3, 4 и т.д.
Здесь пишем дату сварки стыка и температуру воздуха при которой производилась сварка. Пример: 10.04.2020г., +8°С.
Температуру воздуха можно посмотреть в архиве погоды, архив можно найти в любом хорошем сайте о прогнозах погоды, к примеру здесь .
Указывается диаметр и толщина стенки труб (стыка, свариваемых деталей) в миллиметрах. Пример: 426х8.
Сюда прописываем ГОСТ либо технические условия (ТУ) труб, а также марку стали и завод изготовитель. Все данные указаны в сертификатах и паспортах на трубы и изделия. Пример: ТУ 14-3Р-124-2017, 13ХФА, ЗАО «СТЗ»
Не запрещается заполнять столбик №4 штампом, так как ГОСТ или технические условия чаще всего повторяются.
Пишем температуру просушки, подогрева стыка, если того требует технологическая карта на сварку стыков. Пример: +50°С
Технологическая карта на сварку стыков разрабатывается на каждый диаметр и толщину стенки, а также марку стали. Технологическую карту должен разрабатывать специалист НАКС III уровня.
В данном столбике пишется присвоенный номер стыка, а также наименование свариваемых элементов трубопровода через дробь. Изначально номера прописывают на самой трубе (снаружи и внутри), в близи стыка несмываемой краской. При сварке горизонтально-направленных отводов указывается направление «пр»- направлен вправо, «лев»- направлен влево. Пример: однотрубка/ катушка l=5м., ст. №12; катушка l=5м/ отвод 90° пр., ст. №13.
Пишем заводские номера соединяемых элементов, они указаны на трубах и деталях (тройниках, отводах), а также в сертификатах и паспортах. Пример: 1224/ 3261; 3251/серт. №211
В случае отсутствия заводского номера на трубах и деталях, в столбик №7 пишется номер партии, сертификата или паспорта на изделие. Если это катушка (часть трубы), то прописывается номер трубы, из которой возникла катушка.
Сюда пишем привязку стыка к километражу, то есть указываем километр, на котором сварен стык. Пример: если стык находится на ПК2+55, то указываем 3км.
Указываем пикетажную привязку сварного стыка. Если сварка трубопроводов идет в линию, то ПК можно указывать через каждые 100 метров. Если есть какие либо изменения по оси, либо меняется толщина стенки труб, то на таких участках необходимо ставить ПК на каждом стыке. Пример: 20+15
В одном пикете 100 метров, но бывают резанные пикеты (резанные), которые составляют больше или меньше 100 метров. Такие пикеты указываются в рабочей документации в продольном профиле.
Указывается специальными буквами способ сварки и положение стыка. Пример: РД, В1 – означает, что ручная дуговая сварка, положение вертикальное снизу вверх.

Сюда пишем марку электродов. Пример: LB-52U
Сварка труб должна производится электродами, которые указаны в согласованной с заказчиком технологической картой на сварочные работы
В данном столбике пишется фамилия и инициалы бригадира, либо сварщика, а также указывается номер схемы расположения сварщиков. Пример: Кечумов З.И., №1
Схема расположения сварщиков обычно оформляется на втором листе сварочного журнала, либо на обратной стороне титульного листа.
Схема расположения сварщиков при сварке труб 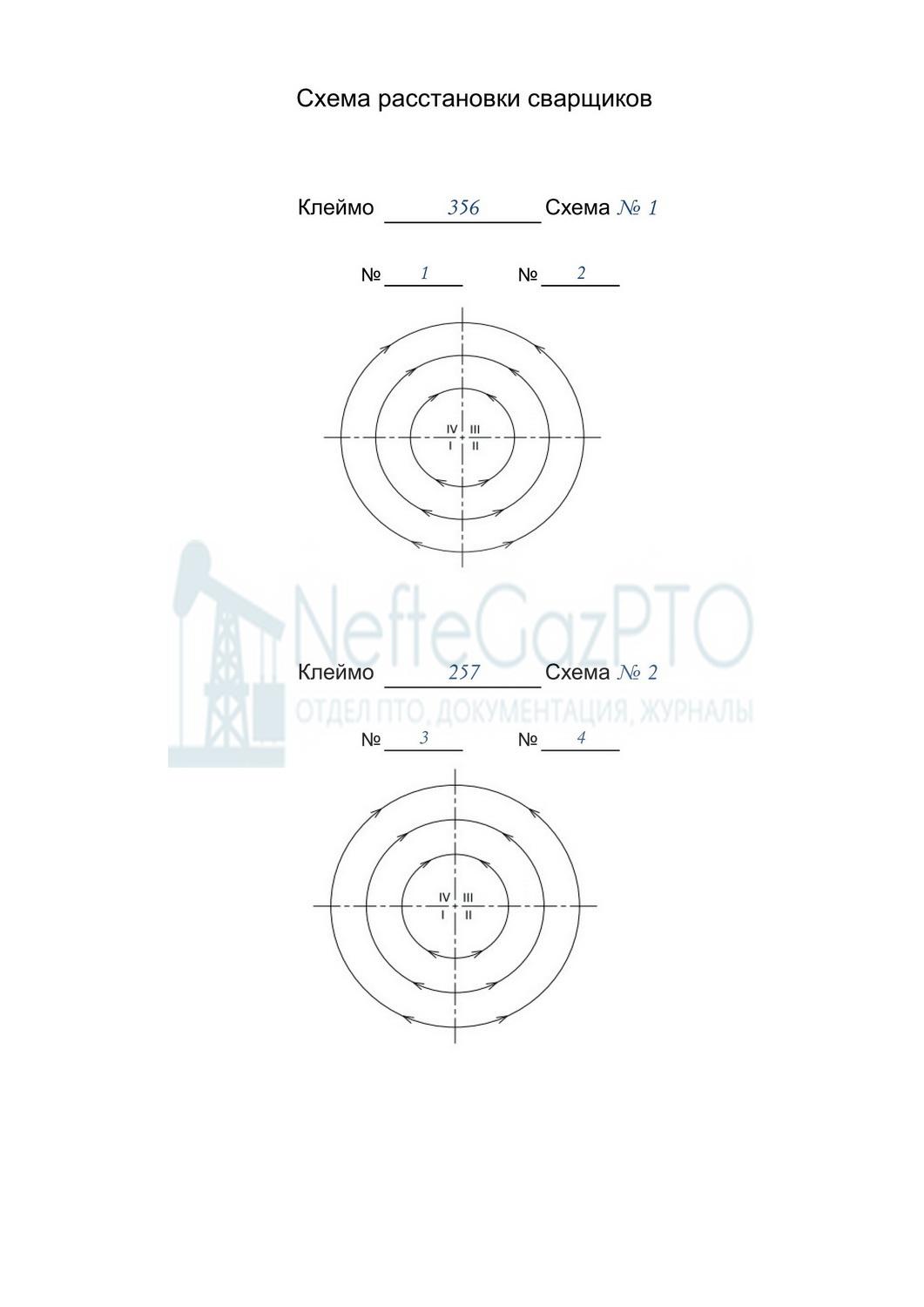
Указывается шифры сварщиков либо бригадный шифр. Шифры сварщиков пишутся по ходу продукта, по часовой стреле, начиная сверху. После шифра сварщиков, сваривших корневой слой, пишется буква К, после шифров сварщиков, выполнивших заполняющие слои, — пишем буквы ЗП, после шифров сварщиков облицовочного слоя, — буквы ОБ, после шифров сварщиков, сваривших подварочный слой, — букву П.
Бригадир, указанный в столбике №12, ставит свою подпись, подтверждая, что сварка выполнена в соответствии с технологической картой, тем самым он несет ответственность за выполненные сварочные работы.
Мастер либо прораб ставит свою подпись только после того, как убедится в соответствии свариваемых деталей либо труб с рабочей документацией и убедится в отсутствии повреждений труб или деталей. Так же обязан осмотреть сварной шов.
Прораб либо мастер является ответственным лицом за приемку стыка, а также за состояние применяемых деталей и труб.
Пишется вид проведенного метода контроля сварных стыков, номера и даты заключений, а также результаты контроля (годен, ремонт, брак)
Виды контроля

Закрытие журнала-после последнего стыка делается запись (Пример):
Вырезано и заварено вновь: 0 стыков
Производитель работ ООО»Строй Ком» _____подпись_______Морозов М.А.
Протокол сварки полиэтиленовых труб образец: Журнал сварки труб ВСН 012-88 форма 2.6, образец заполнения (скачать) – Журнал по сварке трубопроводов (СП 77.13330.2016), Журнал (форма)

Журнал сварки труб ВСН 012-88 форма 2.6, образец заполнения (скачать)
Журнал сварки труб — это один из важнейших и ответственных журналов в строительстве нефтегазопроводов, так как в нем содержится подробная информация по каждому сварному стыку, такая как местоположение стыка, результаты контроля и качества сварки, наименования свариваемых элементов и другие важные параметры. Журнал сварки труб ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно.
Пояснение к оформлению журнала сварки труб
Пишется сквозной порядковый номер. Пример: 1, 2, 3, 4 и т.д.
Здесь пишем дату сварки стыка и температуру воздуха при которой производилась сварка. Пример: 10.04.2020г., +8°С.
Температуру воздуха можно посмотреть в архиве погоды, архив можно найти в любом хорошем сайте о прогнозах погоды.
Указывается диаметр и толщина стенки труб (стыка, свариваемых деталей) в миллиметрах. Пример: 426х8.
Сюда прописываем ГОСТ либо технические условия (ТУ) труб, а также марку стали и завод изготовитель. Все данные указаны в сертификатах и паспортах на трубы и изделия. Пример: ТУ 14-3Р-124-2017, 13ХФА, ЗАО «СТЗ»
Не запрещается заполнять столбик №4 штампом, так как ГОСТ или технические условия чаще всего повторяются.
Пишем температуру просушки, подогрева стыка, если того требует технологическая карта на сварку стыков. Пример: +50°С
Технологическая карта на сварку стыков разрабатывается на каждый диаметр и толщину стенки, а также марку стали. Технологическую карту должен разрабатывать специалист НАКС III уровня.
В данном столбике пишется присвоенный номер стыка, а также наименование свариваемых элементов трубопровода через дробь. Изначально номера прописывают на самой трубе (снаружи и внутри), в близи стыка несмываемой краской. При сварке горизонтально-направленных отводов указывается направление «пр»- направлен вправо, «лев»- направлен влево. Пример: однотрубка/ катушка l=5м., ст. №12; катушка l=5м/ отвод 90° пр., ст. №13.
Пишем заводские номера соединяемых элементов, они указаны на трубах и деталях (тройниках, отводах), а также в сертификатах и паспортах. Пример: 1224/ 3261; 3251/серт. №211
В случае отсутствия заводского номера на трубах и деталях, в столбик №7 пишется номер сертификата или паспорта на изделие. Если это катушка (часть трубы), то прописывается номер трубы, из которой возникла катушка.
Сюда пишем привязку стыка к километражу, то есть указываем километр, на котором сварен стык. Пример: если стык находится на ПК2+55, то указываем 3км.
Указываем пикетажную привязку сварного стыка. Если сварка трубопроводов идет в линию, то ПК можно указывать через каждые 100 метров. Если есть какие либо изменения по оси, либо меняется толщина стенки труб, то на таких участках необходимо ставить ПК на каждом стыке. Пример: 20+15
В одном пикете 100 метров, но бывают резанные пикеты, которые составляют больше или меньше 100 метров. Такие пикеты указываются в рабочей документации в продольном профиле.
Указывается специальными буквами способ сварки и положение стыка. Пример: РД, В1 – означает, что ручная дуговая сварка, положение вертикальное снизу вверх.
Сюда пишем марку электродов. Пример: LB-52U
Сварка труб должна производится электродами, которые указаны в согласованной с заказчиком технологической картой на сварочные работы
В данном столбике пишется фамилия и инициалы бригадира, либо сварщика, а также указывается номер схемы расположения сварщиков. Пример: Кечумов З.И., №1
Схема расположения сварщиков обычно оформляется на втором листе сварочного журнала, либо на обратной стороне титульного листа.
Схема расположения сварщиков при сварке труб
Указывается шифры сварщиков либо бригадный шифр. Шифры сварщиков пишутся по ходу продукта, по часовой стреле, начиная сверху. После шифра сварщиков, сваривших корневой слой, пишется буква К, после шифров сварщиков, выполнивших заполняющие слои, — пишем буквы ЗП, после шифров сварщиков облицовочного слоя, — буквы ОБ, после шифров сварщиков, сваривших подварочный слой, — букву П.
Бригадир, указанный в столбике №12, ставит свою подпись, подтверждая, что сварка выполнена в соответствии с технологической картой, тем самым он несет ответственность за выполненные сварочные работы.
Мастер либо прораб ставит свою подпись только после того, как убедится в соответствии свариваемых деталей либо труб с рабочей документацией и убедится в отсутствии повреждений труб или деталей. Так же обязан осмотреть сварной шов.
Прораб либо мастер является ответственным лицом за приемку стыка, а также за состояние применяемых деталей и труб.
Пишется вид проведенного метода контроля сварных стыков, номера и даты заключений, а также результаты контроля (годен, ремонт, брак)
Виды контроля
Закрытие журнала-после последнего стыка делается запись (Пример):
Вырезано и заварено вновь: 0 стыков
Производитель работ ООО»Строй Ком» _____подпись_______Морозов М.А.
Журнал сварки труб
скачать ВСН 012-88 форма 2.6 Журнал сварки труб
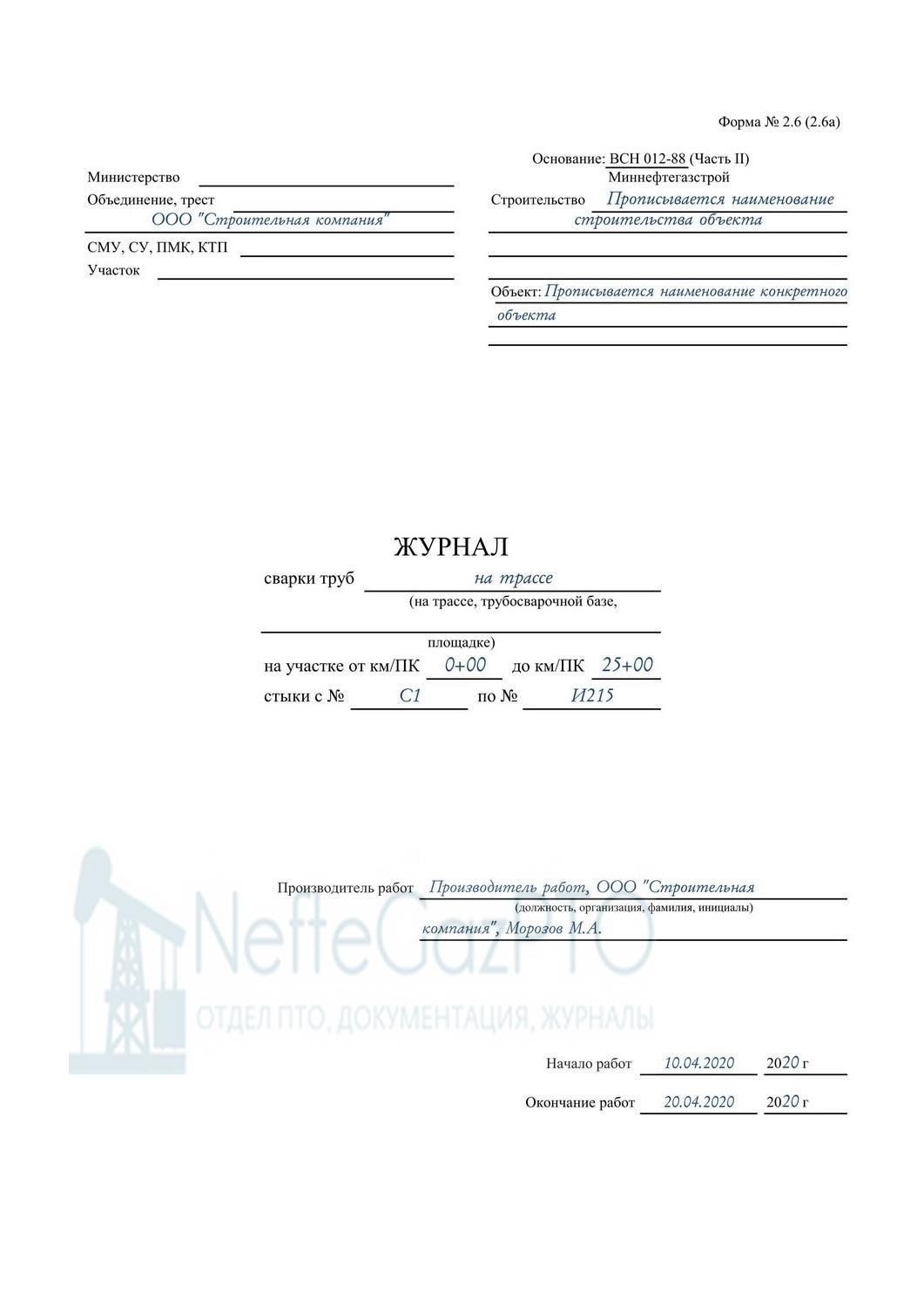
| Министерство _____________________ | Форма № 2.6 |
| Объединение, трест ______________ | Основание: |
| ВСН 012-88 (Часть II) | |
| Миннефтегазстрой | |
| СМУ, СУ, ПМК, КТП и дп. __________ | Строительство |
| Участок ___________________________ | Объект |
сварки труб _________________________________________
(на трассе, трубосварочной базе, площадке)
на участке от км/ПК ____________ до км/ПК _______________
стыки с № _________________ по № ____________________
Производитель работ __________________________________________________
Начало работ _______________ 20___ г.
Окончание работ ____________ 20___ г.
| Сквозной порядковый номер | Дата сварки, температура воздуха, °С | Диаметр и толщина стенки трубы, мм | ГОСТ или ТУ, марка стали, завод-поставщик труб | Температура подогрева (просушки стыка), °С | Наименование и № свариваемых элементов трубопровода | Заводские номера труб | Привязка стыка (для неповоротной сварки) | Способ сварки и положение при сварке | Марка сварочных материалов | |
| километр | пикет | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 1 | 11.11.2011 | 720х14 | ГОСТ | 100°С | однотрубка/однотрубка | №1 | 1 | 1+00 | Рд | LB52U 2,6мм |
| ОК52U 32мм | ||||||||||
| 2 | 12.11.2011 | 720х14 | ГОСТ | 100°С | однотрубка/однотрубка | №1 | 1 | 1+10 | Рд | LB52U 2,6мм |
| ОК52U 32мм | ||||||||||
| 2 | 13.11.2011 | 720х14 | ГОСТ | 100°С | однотрубка/однотрубка | №1 | 1 | 1+20 | Рд | LB52U 2,6мм |
| ОК52U 32мм | ||||||||||
| Фамилия, инициалы бригадира (звеньевого) и номер схемы расположения сварщиков | Номер шифра бригады или сварщика | Соблюдение технологии (подпись бригадира) | Приемка стыка | Сведения о проведении ремонта или удалении стыка | Приемка стыка после ремонта | Примечание | |||
| по внешнему осмотру подпись прораба (мастера) | по результатам контроля физическими методами или механическим испытаниям (заключение о годности стыка, номер, дата заключения) | отремонтирован, удален, дата | подпись прораба (мастера) | по внешнему осмотру, подпись прораба, мастера | по результатам контроля физическими методами (заключение о годности, номер и дата заключения) | ||||
| 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| Бригадирщиков Б. Б. №1 | Б1 | (подпись бригадира) | прораба (мастера) | ВИК годен от 11.11.11 | —- | —- | —- | —- | —- |
| УЗК годен от 11.11.11 | |||||||||
| РК годен от 11.11.11 | |||||||||
| Бригадирщиков Б. Б. №1 | Б1 | (подпись бригадира) | прораба (мастера) | ВИК годен от 12.11.11 | —- | —- | —- | —- | —- |
| УЗК годен от 12.11.11 | |||||||||
| РК годен от 12.11.11 | |||||||||
| Бригадирщиков Б. Б. №1 | Б1 | (подпись бригадира) | прораба (мастера) | ВИК годен от 13.11.11 | —- | —- | —- | —- | —- |
| УЗК годен от 13.11.11 | |||||||||
| РК годен от 13.11.11 | |||||||||
Журнал сварочных работ
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Заказать разработку ППР на монтаж трубопроводов
Заказать разработку проекта производства работ на монтаж трубопроводов можно по телефонам, указанным в разделе Контакты или отправив весь комплект исходных данных нам на e-mail Обратившись к нам Вы можете не сомневаться в компетентности наших специалистов.
После получения всех данных мы оцениваем стоимость разработки и направляем Вам коммерческое предложение и/или договор. После подписания договора мы приступаем к работе. Оплата происходит только после того как ППР будет разработан и отправлен Вам на проверку его соответствия Вашим требованиям.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
Настоящую форму можно распечатать из редактора MS Word (в режиме разметки страниц), где настройка параметров просмотра и печати устанавливается автоматически. Для перехода в MS Word нажмите кнопку .
Рекомендуем также ознакомиться с Руководством по выводу форм отчетности на печать.
Приложение 4 к Технологическому регламенту проведения аттестации сварщиков и специалистов сварочного производства, утвержденному
постановлением Госгортехнадзора России от 25.06.2002 N 36
ФОРМА карты технологического процесса сварки полимерных труб встык нагретым инструментом
| Наименование изделия — | контрольное сварное соединение |
| Способ сварки — | НИ |
| НД — | СП 42-101-96; СП 42-105-99 |
| Вид соединения — | стыковое |
| Сварочное оборудование — | ССР |
| Ф.И.О. сварщика | |
| Характеристика труб (деталей): | |
| завод-изготовитель | |
| марка материала — | полиэтилен ПЭ80 |
| дата выпуска | |
| номер сертификата | |
| диаметр трубы — | 110 мм |
| толщина стенки, (SDR) — | 10 мм, (11) |
| Клеймо сварщика |
| Эскиз сварного соединения | |
| Конструкция сборки | Конструктивные элементы сварного соединения |
| g — высота грата; Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101) С — теплогенератор электрический с непрерывным автоматическим поддержанием заданной температуры, с антиадгезионным покрытием | 220 |
| 2. Давление при оплавлении , | 0,15 + 0,05 |
| 3. Время при оплавлении , с, в зависимости от типа свариваемых труб | до 15 |
| 4. Давление при прогреве , | 0,01-0,02 |
| 5. Время при прогреве , с, в зависимости от типа свариваемых труб и температуры окружающего воздуха | Температура окружающего воздуха,°С |
| от 0 до +20 | от +20 до +40 |
| 70-80 | 65-75 |
| 6. Время технологической паузы , | 4 |
| 7. Давление при осадке , | 0,15 + 0,05 |
| 8. Время при охлаждении , мин, не менее, в зависимости от температуры окружающего воздуха | Температура окружающего воздуха, °С |
| от 0 до +20 | от +20 до +40 |
| 7 | 8 |
Значения параметров должны быть скорректированы в зависимости от температуры окружающего воздуха.
Дополнительные технологические требования по сварке:
Установить требуемые параметры режима сварки и произвести сварку контрольного соединения.
После сварки произвести охлаждение стыка под давлением осадки в течение времени .
Проставить клеймо сварщика маркером на наружной поверхности трубы.
Удалить контрольное сварное соединение из установки для сварки и провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, количество образцов) |
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100% |
| 2. Ультразвуковой | Инструкция* | 100% |
| 3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | 5 образцов |
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификация», 1999 год.
| Разработал: | Фамилия И.О. |
| (подпись, дата) |
Выполнение работы
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Журнал по сварке полиэтиленовых газопроводов
ГОСТ Р 55276-2012 (ИСО 21307-2011)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Трубы и фитинги пластмассовые. Процедуры сварки нагретым инструментом встык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем
Plastics pipes and fittings — Butt fusion jointing procedures for polyethylene (PE) pipes and fittings used in the construction of gas and water distribution systems
ОКС 25.160.01, 93.025; 75.200; 23.040.45; 23.040.2* _____________________
* Вероятно, ошибка оригинала. Следует читать: 23.040.20. — — Примечание изготовителя базы данных.
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением «Научно-учебный при МГТУ им.Н.Э.Баумана (ФГАУ «НУЦСК» при МГТУ им.Н.Э.Баумана), Национальным агентством контроля сварки (НАКС) и ООО ТЭП на основе собственного адаптированного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
4 Настоящий стандарт является модифицированным и включает в себя идентичные основные нормативные положения международного стандарта ИСО 21307:2011* «Трубы и фитинги пластмассовые. Процедуры сварки нагретым инструментом встык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем» (ISO 21307:2011 «Plastics pipes and fittings — Butt fusion jointing procedures for polyethylene (PE) pipes and fittings used in the construction of gas and water distribution systems»). При этом дополнительные положения, учитывающие потребности национальной экономики Российской Федерации и современный российский опыт, приведены в приложении ДА. ________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
Сведения о соответствии ссылочных национальных стандартов Российской Федерации ссылочным международным стандартам приведены в дополнительном приложении ДБ.
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном формационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Реестр технологических карт
Реестр технологических карт Республиканского унитарного предприятия «СтройМедиаПроект» для тиражирования заказчикам, по состоянию на 01.01.2021
Иногородним высылаем карты ПОЧТОЙ.
| Обозначение технологической карты | Наименование технологической карты | Срок действия (начало, окончание) | Стоимость |
| 1. Заполнение оконных и дверных проемов | |||
| ТТК-100299864.150-2013 | Типовая технологическая карта на установку наружных и внутренних стальных дверей и дверей из алюминиевого профиля | 08.04.2013 08.04.2023 | 56,09 руб. |
| ТТК-100299864.151-2013 | Типовая технологическая карта на устройство остекления балкона и лоджий с применением алюминиевого и ПВХ профиля | 08.04.2013 08.04.2023 | 61,56 руб. |
| ТТК-100299864.152-2013 | Типовая технологическая карта на установку оконных и балконных дверных блоков из алюминиевого и ПВХ профиля | 11.04.2013 11.04.2023 | 62,93 руб. |
| ТТК-100299864.157-2013 | Типовая технологическая карта на установку наружных и внутренних деревянных дверей | 29.04.2013 29.04.2023 | 61,56 руб. |
| ТТК-100299864.242-2016 | Типовая технологическая карта на установку деревянных окон и балконных дверей | 29.01.2016 29.01.2021 | 106,70 руб. |
| 2. Монтаж сборных железобетонных и бетонных конструкций | |||
| ТК-100299864.197-2014 | Технологическая карта на монтаж наружных и внутренних сборных железобетонных стеновых панелей | 29.07.2014 29.07.2024 | 103,97 руб. |
| ТТК-100299864.220-2015 | Типовая технологическая карта на устройство ленточных фундаментов из сборных бетонных и железобетонных элементов | 01.06.2015 01.06.2025 | 71,14 руб. |
| 2.1Возведение монолитных бетонных и железобетонных конструкции | |||
| ТК-100299864.229-2015 | Технологическая карта на производство опалубочных, арматурных и бетонных работ при возведении монолитных конструкций | 27.08.2015 27.08.2025 | 91,66 руб. |
| 3. Монтаж металлических конструкций | |||
| ТТК-100299864.085-2011 | Типовая технологическая карта на устройство вентилируемых фасадов с применением сэндвич-панелей поэлементной сборки с облицовкой профилированным листом (фасадным панелями, сайдингом, линеарными панелями) | 27.07.2017 27.07.2022 | 88,92 руб. |
| ТТК-100299864.097-2012 | Типовая технологическая карта на монтаж профилированных листов с волновым и трапециевидным очертанием гофра при устройстве кровельных покрытий и ограждающих конструкций | 03.05.2017 03.05.2022 | 103,97 руб. |
| ТК-100299864.214-2015 | Технологическая карта на монтаж стальных несущих конструкций (колонн, балок, ферм) | 01.04.2015 01.04.2025 | 169,63 руб. |
| 4. Устройство тепловой изоляции ограждающих конструкций зданий и сооружений | |||
| ТТК-100299864.066-2011 | Типовая технологическая карта на устройство вентилируемой фасадной системы «ФЕРАБУД» | 11.04.2016 11.04.2021 | 105,34 руб. |
| ТТК-100299864.085-2011 | Типовая технологическая карта на устройство вентилируемых фасадов с применением сэндвич-панелей поэлементной сборки с облицовкой профилированным листом (фасадным панелями, сайдингом, линеарными панелями) | 27.07.2017 27.07.2022 | 88,92 руб. |
| 5. Работы по монтажу легких ограждающих конструкций | |||
| ТТК-100299864.097-2012 | Типовая технологическая карта на монтаж профилированных листов с волновым и трапециевидным очертанием гофра при устройстве кровельных покрытий и ограждающих конструкций | 03.05.2017 03.05.2022 | 103,97 руб. |
| ТК-100299864.231-2015 | Технологическая карта на устройство гипсокартонных перегородок по каркасу из металлического профиля | 01.09.2015 01.09.2025 | 80,71 руб. |
| ТК-100299864.202-2014 | Технологическая карта на монтаж арочного каркасно-тентового сооружения | 29.07.2019 29.07.2024 | 86,18 руб. |
| 6. Монтаж внутренних инженерных систем зданий и сооружений | |||
| ТК-100299864.049-2010 | Типовая технологическая карта на прокладку внутренних трубопроводов отопления и водоснабжения из металлополимерных труб номинальным наружным диаметром от 14 до 32 мм | 22.12.2015 22.12.2020 | 103,97 руб. |
| ТТК-100299864.091-2012 | Типовая технологическая карта на монтаж воздуховодов из нержавеющей и оцинкованной стали | 26.01.2017 26.01.2022 | 71,14 руб. |
| ТК-100299864.218-2015 | Технологическая карта на монтаж внутренней ливневой канализации | 01.05.2015 01.05.2025 | 98,50 руб. |
| ТК-100299864.219-2015 | Технологическая карта на монтаж внутренней бытовой канализации | 01.05.2015 01.05.2025 | 105,34 руб. |
| ТК-100299864.256-2017 | Технологическая карта на монтаж стальных, алюминиевых, биметаллических и чугунных радиаторов отопления в зданиях и сооружениях | 01.08.2017 01.08.2022 | 75,24 руб. |
| ТК-100299864.263-2018 | Технологическая карта на устройство внутренних инженерных сетей отопления и водоснабжения из полипропиленовых труб | 05.03.2018 05.03.2023 | 103,97 руб. |
| 7. Монтаж наружных сетей и сооружений | |||
| ТТК-100299864.0003-2010 | Типовая технологическая карта на прокладку наружных сетей канализации из полиэтиленовых труб с двухслойной профилированной стенкой «КОРСИС» | 03.06.2015 03.06.2025 | 176,47 руб. |
| ТТК-100299864.070-2016 | Типовая технологическая карта на устройство линейного и точечного поверхностных водоотводов с применением комплектующего материала «Standartpark» | 01.11.2016 01.11.2021 | 106,70 руб. |
| ТТК-100299864.094-2017 | Типовая технологическая карта на бесканальную прокладку трубопроводов тепловых сетей из предварительно термоизолированных пенополиуретаном стальных гофрированных труб «СМИТФЛЕКС» | 30.03.2017 30.03.2022 | 64,30 руб. |
| ТК-100299864.199-2014 | Технологическая карта на процесс стыковки полиэтиленовых труб ПЭ80 и ПЭ100 диаметром 400–1000 мм способом контактной сварки | 29.07.2014 29.07.2024 | 77,98 руб. |
| ТК-100299864.200-2014 | Технологическая карта на процесс стыковки полиэтиленовых труб ПЭ80 и ПЭ100 любого назначения диаметром 110–315 мм способом контактной сварки | 29.07.2014 29.07.2024 | 69,77 руб. |
| ТК-100299864.201-2014 | Технологическая карта на прокладку наружных сетей канализации из полипропиленовых труб с двухслойной структурированной стенкой | 29.07.2014 29.07.2024 | 98,50 руб. |
| ТК-100299864.207-2014 | Технологическая карта на устройство наружных трубопроводов из полиэтиленовых труб | 29.07.2014 29.07.2024 | 113,54 руб. |
| ТК-100299864.233-2015 | Технологическая карта на устройство газопроводов из полиэтиленовых труб со сваркой при помощи соединительных муфт или со сваркой встык | 21.09.2015 21.09.2020 | 98,50 руб. |
| ТК-100299864.253-2016 | Технологическая карта на устройство наружных трубопроводов теплоснабжения и горячего водоснабжения из стальных труб и изделий (фасонные части и трубопроводная арматура) предварительно термоизолированных пенополиуретаном | 08.11.2016 08.11.2021 | 103,97 руб. |
| ТК-100299864.255-2017 | Технологическая карта на демонтаж наружных сетей теплоснабжения, водоснабжения и водоотведения из металлических труб | 02.05.2017 02.05.2022 | 54,72 руб. |
| 8. Изоляционные работы | |||
| ТТК-100299864.067-2011 | Типовая технологическая карта на устройство гидроизоляции монолитных и сборных бетонных и железобетонных конструкций и сооружений с применением составов гидроизоляционных проникающих «Пенетрат» | 07.06.2016 07.06.2021 | 95,76 руб. |
| ТТК-100299864.088-2017 | Типовая технологическая карта на устройство гидроизоляции и антикоррозионной защиты монолитных и сборных бетонных и железобетонных конструкций и сооружений с применением составов цементных защитных проникающего действия «Кальматрон» | 15.06.2017 15.06.2022 | 191,52 руб. |
| ТК-100299864.209-2014 | Технологическая карта на устройство окрасочной гидроизоляции из битумных и битумно-полимерных мастик | 25.09.2014 25.09.2024 | 69,77 руб. |
| 9. Устройство антикоррозионных покрытий строительных конструкций зданий и сооружений | |||
| ТТК-100299864.088-2017 | Типовая технологическая карта на устройство гидроизоляции и антикоррозионной защиты монолитных и сборных бетонных и железобетонных конструкций и сооружений с применением составов цементных защитных проникающего действия «Кальматрон» | 15.06.2017 15.06.2022 | 191,52 руб. |
| ТТК-100299864.235-2015 | Типовая технологическая карта на защиту металлических поверхностей строительных конструкций и изделий от коррозии с применением лакокрасочных покрытий | 29.10.2015 29.10.2025 | 54,72 руб. |
| 10. Устройство кровли | |||
| ТТК-100299864.097-2012 | Типовая технологическая карта на монтаж профилированных листов с волновым и трапециевидным очертанием гофра при устройстве кровельных покрытий и ограждающих конструкций | 03.05.2017 03.05.2022 | 103,97 руб. |
| ТК-100299864.198-2014 | Технологическая карта на устройство мягкой кровли с применением наплавляемых материалов | 29.07.2014 29.07.2024 | 72,50 руб. |
| ТК-100299864.204-2014 | Технологическая карта на устройство кровли из штучной металлочерепицы | 29.07.2014 29.07.2024 | 80,71 руб. |
| 11. Устройство оснований фундаментов зданий и сооружений | |||
| ТТК-100299864.131-2013 | Типовая технологическая карта на устройство основания под фундаменты зданий и сооружений (земляные работы) | 28.01.2018 28.01.2023 | 79,34 руб. |
| ТТК-100299864.220-2015 | Типовая технологическая карта на устройство ленточных фундаментов из сборных бетонных и железобетонных элементов | 01.06.2015 01.06.2025 | 71,14 руб. |
| 12. Возведение каменных и армокаменных конструкций | |||
| ТК-100299864.205-2014 | Технологическая карта на устройство наружных стен толщиной 600 мм из блоков из ячеистого (газосиликатного) бетона в каркасных зданиях | 29.07.2014 29.07.2024 | 72,50 руб. |
| ТТК-100299864.241-2015 | Типовая технологическая карта на возведение сплошных наружных и внутренних стен из кирпича и камней керамических и силикатных | 30.10.2015 30.10.2025 | 125,86 руб. |
| 13. Благоустройство территории | |||
| ТТК-100299864.089-2012 | Типовая технологическая карта на устройство сборных покрытий из мелкоштучных тротуарных плит с наибольшим габаритным размером в плане до 300 мм включительно | 30.05.2017 30.05.2022 | 68,40 руб. |
| ТК-100299864.254-2017 | Технологическая карта на устройство озеленения территории (парки, скверы, бульвары, лесопарки, участки жилой застройки и производственных предприятий, ветрозащитные полосы, насаждения на улицах и дорогах) | 31.03.2017 31.03.2022 | 106,70 руб. |
| 14. Монтаж деревянных конструкций | |||
| ТТК-100299864.134-2013 | Типовая технологическая карта на устройство стропильной системы выполняемой из деревянных элементов и конструкций | 01.02.2013 01.02.2023 | 72,50 руб. |
| 15. Малярные работы | |||
| ТТК-100299864.050-2010 | Типовая технологическая карта на защитно-декоративную отделку фасадов производственных, жилых и административных зданий в зимний период с использованием органоразбавляемых лакокрасочных материалов | 29.02.2016 29.02.2021 | 109,44 руб. |
| 16. Обойные работы | |||
| ТК-100299864.206-2014 | Технологическая карта на оклейку стен обоями на бумажной основе по подготовленной поверхности | 29.07.2014 29.07.2024 | 53,35 руб. |
| 17. Устройство полов | |||
| ТК-100299864.262-2018 | Технологическая карта на устройство полов из паркетных изделий (штучный паркет, паркетная доска, паркетный щит) | 05.03.2018 05.03.2023 | 98,50 руб. |
| 18. Электромонтажные работы | |||
| ТК-100299864.211-2015 | Технологическая карта на устройство электрической проводки в зданиях и сооружениях со стенами из кирпича и мелкоштучных элементов | 17.02.2015 17.02.2025 | 97,13 руб. |
| ТК-100299864.212-2015 | Технологическая карта на устройство электрической проводки в зданиях и сооружениях со стенами из сборных железобетонных панелей | 17.02.2015 17.02.2025 | 98,50 руб. |
| ТТК-100299864.222-2015 | Типовая технологическая карта на устройство слаботочной электрической сети (связи и диспетчеризации инженерного оборудования, системы молниезащиты и заземления, системы автоматизации, соединительных питающих линий пожарной автоматики, электропроводки систем охранной сигнализации) в зданиях и сооружениях | 01.06.2015 01.06.2025 | 124,49 руб. |
| 19. Прочие | |||
| ТК-100299864.203-2014 | Технологическая карта на производство погрузочно-разгрузочных работ в строительстве | 29.07.2014 29.07.2024 | 91,66 руб. |
Введение
Многие композиции бимодальных полиэтиленов (ПЭ), таких как ПЭ 80 и ПЭ 100, сопровождаются специальными указаниями производителей по сварке труб из них.
Указания по сварке часто различаются для материалов одних и тех же градаций. Целью стандартизации является стимулирование использования одинаковых процедур для одинаковых материалов. Существует необходимость рассмотреть общемировую практику и создать наилучшие процедуры стыковой сварки ПЭ, обеспечивающие самое высокое качество сооружения надежных и эффективных трубопроводов.