1 Область применения
Настоящий стандарт распространяется на круглые тянутые и холоднокатаные медные и латунные трубы из бесшовных и сварных заготовок, применяемые в теплообменных аппаратах.
Стандарт устанавливает технические требования, правила приемки, методы контроля, упаковку, маркировку, транспортирование и хранение труб.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1012-72 Бензины авиационные. Технические условия
ГОСТ 1652.1-77 Сплавы медно-цинковые. Методы определения меди
ГОСТ 1652.2-77 Сплавы медно-цинковые. Методы определения свинца
ГОСТ 1652.3-77 Сплавы медно-цинковые. Методы определения железа
ГОСТ 1652.4-77 Сплавы медно-цинковые. Методы определения марганца
ГОСТ 1652.5-77 Сплавы медно-цинковые. Методы определения олова
ГОСТ 1652.6-77 Сплавы медно-цинковые. Методы определения сурьмы
ГОСТ 1652.7-77 Сплавы медно-цинковые. Методы определения висмута
ГОСТ 1652.8-77 Сплавы медно-цинковые. Методы определения мышьяка
ГОСТ 1652.9-77 Сплавы медно-цинковые. Метод определения серы
ГОСТ 1652.10-77 Сплавы медно-цинковые. Методы определения алюминия
ГОСТ 1652.11-77 Сплавы медно-цинковые. Методы определения никеля
ГОСТ 1652.12-77 Сплавы медно-цинковые. Методы определения кремния
ГОСТ 1652.13-77 Сплавы медно-цинковые. Методы определения фосфора
ГОСТ 1770-74 Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг . Общие технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3773-72 Аммоний хлористый. Технические условия
ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим давлением
ГОСТ 4204-77 Кислота серная. Технические условия
ГОСТ 4328-77 Натрия гидроокись. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 8694-75 Трубы. Метод испытания на раздачу
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9347-74 Картон прокладочный и уплотнительные прокладки из него. Технические условия
ГОСТ 9716.1-79 Сплавы медно-цинковые. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра
ГОСТ 9716.2-79 Сплавы медно-цинковые. Метод спектрального анализа по металлическим стандартным образцам с фотоэлектрической регистрацией спектра
ГОСТ 9716.3-79 Сплавы медно-цинковые. Метод спектрального анализа по окисным образцам с фотографической регистрацией спектра
ГОСТ 9717.1-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотоэлектрической регистрацией спектра
ГОСТ 9717.2-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра
ГОСТ 9717.3-82 Медь. Метод спектрального анализа по оксидным стандартным образцам
ГОСТ 10006-80 Трубы металлические. Метод испытаний на растяжение
ГОСТ 10092-75 Трубы мельхиоровые для теплообменных аппаратов. Технические условия
ГОСТ 10198-91 Ящики деревянные для грузов массой свыше 200 до 20000 кг . Общие технические условия
ГОСТ 10929-76 Водорода пероксид. Технические условия
ГОСТ 13938.1-78 Медь. Методы определения меди
ГОСТ 13938.2-78 Медь. Методы определения серы
ГОСТ 13938.3-78 Медь. Методы определения фосфора
ГОСТ 13938.4-78 Медь. Методы определения железа
ГОСТ 13938.5-78 Медь. Методы определения цинка
ГОСТ 13938.6-78 Медь. Методы определения никеля
ГОСТ 13938.7-78 Медь. Методы определения свинца
ГОСТ 13938.8-78 Медь. Методы определения олова
ГОСТ 13938.9-78 Медь. Методы определения серебра
ГОСТ 13938.10-78 Медь. Методы определения сурьмы
ГОСТ 13938.11-78 Медь. Метод определения мышьяка
ГОСТ 15102-75 Контейнер универсальный металлический закрытый номинальной массой брутто 5,0 т. Технические условия
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 15527-70 Сплавы медно-цинковые, обрабатываемые давлением. Марки
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18300-87 Спирт этиловый ректификованный технический. Технические условия
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 21073.0-75 Металлы цветные. Определение величины зерна. Общие требования
ГОСТ 21073.1-75 Металлы цветные. Определение величины зерна методом сравнения со шкалой микроструктур
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22225-76 Контейнеры универсальные массой брутто 0,625 и 1,25 т. Технические условия
ГОСТ 22235-76 Вагоны грузовые магистральных железных дорог колеи 1520 мм . Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24104-2001 Весы лабораторные. Общие технические требования
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
3 Сортамент
3.1 Наружный диаметр труб и предельные отклонения по диаметру труб должны соответствовать указанным в таблице 1.
Таблица 1 — Наружный диаметр труб и предельные отклонения по диаметру труб
В миллиметрах
Предельное отклонение по диаметру труб при точности изготовления
Примечание — По согласованию изготовителя с потребителем латунные трубы повышенной точности диаметром от 32 до 35 мм включительно следует изготовлять с предельным отклонением по диаметру минус 0,20 мм .
3.2 Толщина стенки труб и предельные отклонения по толщине стенки труб должны соответствовать указанным в таблице 2.
Таблица 2 — Толщина стенки труб и предельные отклонения по толщине стенки труб
Предельное отклонение по толщине стенки
Примечание 1 По согласованию изготовителя с потребителем латунные трубы повышенной точности могут изготовляться с предельными отклонениями по толщине стенки:
± 0,06 мм — для толщины стенки 0,8 мм ;
± 0,09 мм для толщины стенки 1,0 мм ;
± 0,13 мм для толщины стенки 1,5 и 2,0 мм ;
± 0,17 мм для толщины стенки 2,5 и 3,0 мм .
2 По согласованию изготовителя с потребителем трубы могут быть изготовлены разностенностью ± 6 %.
3.3 Трубы изготовляют мерной и кратной длины от 1,5 до 12 м .
Допускается по согласованию изготовителя с мерных труб нормальной точности изготовления
потребителем изготовлять труб мерной и кратной длины от 1,5 до 12 м с интервалом 50 мм .
3.4 Предельные отклонения по длине мерных труб нормальной точности изготовления должны соответствовать требованиям, указанным в таблице 3.
Таблица 3 — Предельные отклонения по длине мерных труб нормальной точности изготовления
3.5 Предельные отклонения по длине мерных труб повышенной точности изготовления должны соответствовать требованиям, указанным в таблице 4.
Таблица 4 — Предельные отклонения по длине мерных труб повышенной точности изготовления
3.6 Трубы кратной длины изготовляют с припуском 5 мм на каждый рез и с предельными отклонениями на общую длину, установленными для труб мерной длины.
3.7 По согласованию изготовителя с потребителем допускается изготовление труб других длин.
3.8 По согласованию изготовителя с потребителем трубы могут поставляться с U -образными или П-образными гибами в соответствии с техническими требованиями.
3.9 По согласованию изготовителя с потребителем допускается изготовление труб промежуточных размеров по наружному диаметру и толщине стенки с предельными отклонениями по ним для следующего большего размера, приведенных в таблицах 1 и 2.
3.10 Теоретическая масса 1 м труб при номинальном диаметре и номинальной толщине стенки является справочной и приведена в приложении А.
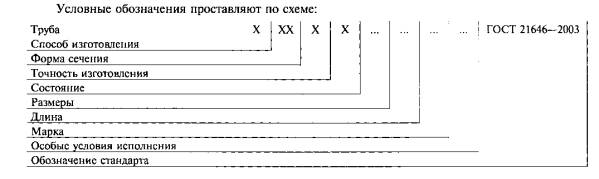
при этом используют следующие сокращения:
холоднокатаная или тянутая — Д,
холоднокатаная или тянутая из сварной заготовки — С;
форма сечения: точность изготовления:
нормальная по толщине стенки и диаметру — Н,
повышенная по толщине стенки и диаметру — П,
нормальная по толщине стенки и повышенная по диаметру — И;
повышенная по толщине стенки и нормальная по диаметру — К;
особые условия исполнения:
повышенная пластичность — ПП,
повышенная точность по кривизне — ПС,
повышенная точность по косине реза — ПУ.
Примеры условных обозначений труб:
Труба тянутая, круглая, нормальной точности изготовления, мягкая, наружным диаметром 15 мм , толщиной стенки 1,0 мм , длиной 2050 мм из латуни марки Л68:
Труба ДКРНМ 15×1,0×2050 Л68 ГОСТ 21646-2003
Труба холоднокатаная, круглая, повышенной точности изготовления, мягкая, наружным диаметром 15 мм , толщиной стенки 1,0 мм , длиной 2050 мм из латуни марки Л68 повышенной пластичности:
Труба ДКРПМ 15×1,0×2050 Л68 ПП ГОСТ 21646-2003
Труба тянутая из сварной заготовки, круглая, нормальной точности изготовления, мягкая, наружным диаметром 15 мм , толщиной стенки 1,0 мм , длиной 2050 мм из латуни марки Л68:
Труба СКРНМ 15×1,0×2050 Л68 ГОСТ 21646-2003
4 Технические требования
4.1 Трубы изготовляют в соответствии с требованиями настоящего стандарта.
По согласованию изготовителя с потребителем трубы из сплава Л70 могут быть изготовлены с содержанием мышьяка от 0,02 % до 0,05 %.
4.3 Трубы, в зависимости от марок сплавов, изготовляют в мягком, полутвердом и твердом состояниях в соответствии с таблицей 5.
4.4 Механические свойства труб должны соответствовать указанным в таблице 5.
Таблица 5 — Механические свойства труб
Временное сопротивление σВ, МПа (кгс/мм 2 )
Относительное удлинение после разрыва δ10, %
1 Значения предела текучести и твердости по Виккерсу являются справочными и приведены в приложении Б.
2 По согласованию изготовителя с потребителем трубы из латуни марки Л68 повышенной пластичности изготовляют со следующими нормами механических свойств:
временное сопротивление σв, МПа (кгс/мм 2 ), не менее — 290 (30),
относительное удлинение после разрыва δ10, %, не менее — 45;
для полутвердого состояния:
временное сопротивление σв, МПа (кгс/мм 2 ), не менее — 340 (35),
относительное удлинение после разрыва δ10, %, не менее — 40.
3 По согласованию изготовителя с потребителем трубы полутвердого состояния из латуни марок ЛА77-2 и ЛАМш77-2-0,05 повышенной прочности изготовляют со следующими нормами механических свойств:
временное сопротивление σв, МПа (кгс/мм 2 ), не менее — 390 (40),
относительное удлинение после разрыва δ 10, %, не менее — 40.
4.5 Наружная и внутренняя поверхности труб должны быть без загрязнений, затрудняющих осмотр.
На поверхности труб трещины не допускаются. Допускаются другие поверхностные дефекты, если они не выводят трубы при контрольной зачистке за предельные отклонения по размерам, а также кольцеватость, следы правки, цвета побежалости, местные потемнения, появляющиеся на поверхности труб вследствие конденсации и высыхания влаги.
4.6 Не допускаются внутренние дефекты в виде раковин, расслоений, неметаллических включений и трещин.
4.7 Косина реза труб нормальной точности не должна превышать 2 мм . Допускаются незначительные заусенцы по ГОСТ 15467-79.
4.8 Косина реза труб повышенной точности не должна превышать 1,5 мм .
4.9 Разностенность труб не должна выводить размеры труб за предельные отклонения по толщине стенки.
4.10 Овальность латунных труб в полутвердом состоянии не должна выводить размеры труб за предельные отклонения по наружному диаметру.
Для латунных труб в полутвердом состоянии толщиной стенки менее 0,03 наружного диаметра овальность устанавливают по согласованию между изготовителем и потребителем.
Овальность не устанавливается для медных труб и латунных труб в мягком состоянии.
4.11 Кривизна труб не должна превышать 5 мм на 1 м длины.
Общая кривизна труб не должна превышать произведения кривизны на 1 м на длину трубы в метрах.
Кривизна труб повышенной точности по кривизне не должна превышать 3 мм на 1 м длины.
По согласованию с потребителем трубы могут быть изготовлены с кривизной менее 3 мм .
Кривизна латунных труб наружным диаметром 14 мм и менее в полутвердом и мягком состояниях и медных труб наружным диаметром менее 11 мм в полутвердом и твердом состояниях не нормируется.
Кривизна медных труб всех размеров в мягком состоянии не нормируется.
4.12 Трубы должны выдерживать испытание на сплющивание до расстояния между сплющивающими плоскостями, равного толщине стенки, без образования трещин и надрывов.
Твердые и полутвердые медные трубы должны выдерживать испытание на сплющивание в холодном состоянии после отжига в воздушной среде в течение 1 ч при температуре 550 °С -600 °С.
4.13 Трубы должны выдерживать раздачу без образования трещин и надрывов при увеличении наружного диаметра трубы на 20 %.
Трубы по согласованию изготовителя с потребителем должны выдерживать раздачу без образования трещин и надрывов при увеличении наружного диаметра на 25 °С.
Твердые и полутвердые медные трубы должны выдерживать испытание на раздачу в холодном состоянии после отжига в воздушной среде в течение 1 ч при температуре 550 С -600 °С.
4.14 Латунные трубы не должны иметь остаточных растягивающих напряжений.
4.16 Трубы должны быть герметичными.
5 Правила приемки
5.1 Трубы принимают партиями. Партия должна состоять из труб одной марки сплава, одного размера и одного состояния материала и должна быть оформлена одним документом о качестве, содержащим:
— товарный знак или наименование и товарный знак предприятия-изготовителя;
— условное обозначение труб;
— результаты механических испытаний сплава;
— химический состав сплава (по требованию потребителя). Масса партии должна быть не более 5000 кг .
5.3 Контролю качества внутренней поверхности труб подвергают пять труб от каждых полных и неполных 2000 кг массы партии.
У изготовителя для контроля качества внутренней поверхности труб диаметром более 25 мм и длиной свыше 6 м и труб диаметром 25 мм и менее допускается использовать две трубы, отобранные по 5.5, и три образца длиной 150 мм , отобранные во время резки труб на готовый размер по длине.
При согласовании изготовителя с потребителем вопроса об увеличении количества отбираемых труб для контроля внутренней поверхности контроль качества внутренней поверхности труб проводят на дополнительных образцах длиной 150 мм , отобранных во время резки труб на готовый размер по длине.
У изготовителя для контроля размеров труб диаметром менее 12 мм допускается использовать две трубы, отобранные по 5.5, и три образца длиной 150 мм , отобранные во время резки труб на готовый размер по длине.
Допускается для контроля размеров труб использовать образцы, отобранные для контроля качества внутренней поверхности.
5.5 Для испытания на растяжение, раздачу, сплющивание, определения остаточных растягивающих напряжений, определения среднего размера зерна и контроля химического состава отбирают две трубы от каждых полных и неполных 2000 кг массы партии.
По согласованию изготовителя с потребителем каждая труба из латуни марок ЛО70-1 и ЛОМш70-1-0,05 должна быть подвергнута испытанию на сплющивание.
Допускается на предприятии-изготовителе отбор проб для определения химического состава проводить от расплавленного металла.
Для испытания на растяжение, раздачу, сплющивание, определения среднего размера зерна, определения остаточных растягивающих напряжений от трубы отбирают по одному образцу.
5.6 Испытание труб на герметичность проводят неразрушающим методом контроля на двух трубах от каждых полных и неполных 2000 кг для труб нормальной точности изготовления.
По требованию потребителя проверка на герметичность неразрушающими методами контроля может быть проведена на всех трубах партии диаметром 16 -32 мм .
По согласованию потребителя с изготовителем контролируют и другие размеры труб. Для труб из сварной заготовки проверку на герметичность проводят на всех трубах партии.
5.7 При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по 5.2 -5.6 по нему проводят повторное испытание на удвоенном количестве труб, взятых от той же партии.
Результаты повторного испытания распространяют на всю партию.
5.8 Для контроля размеров труб диаметром свыше 12 мм и качества наружной поверхности допускается по согласованию изготовителя с потребителем отбирать трубы «вслепую» (методом большей объективности) по ГОСТ 18321-73. Количество контролируемых труб определяют по таблице 6.