- Как врезать трубу в трубу отопления
- Преимущества и недостатки горячей сварки
- Метод резьбовых соединений
- Способы врезки металлических труб
- Резьбовой вариант состыковки
- Фланцевый способ
- Стыковка с помощью муфт
- Врезка седловым отводом
- Заключение
- Как врезать трубу электросваркой?
- Несколько советов по выполнению качественной сварки
- Выбираем подходящие электроды
- Выбор электродов
- Методы врезки без сварки
- Проведение работ
- Как варятся стыковые швы
- Необходимость работы
- Основные сложности
- Что необходимо для проведения электросварки?
- Сварка стальных труб
- Сборка трубопровода
- Предварительные работы с деталями
- Процесс сварки
- Несколько советов по выполнению качественной сварки
- Выбираем подходящие электроды
- Контроль качества сварного соединения
- Сварочные работы
- Технология сварочного процесса
- Газовая сварка
- Ручная дуговая сварка
- Выбор электродов для электросварных труб
- Как сварить профильные трубы под 90 градусов
- Видео
- Подбор сварочных электродов
- Как приварить сгон к трубе отопления? — Справочник оконного гуру
- Типы сварных соединений труб
- Ассортимент сварочных электродов
- Сварка, пошаговые действия
Как врезать трубу в трубу отопления
 В свое время трубопроводы в домах и квартирах монтировались с помощью сварки и, конечно, никто не предусматривал установку фитингов для возможного дополнительного подключения. Между тем такая необходимость периодически возникает в связи с различными перепланировками, и чаще всего это касается отопления. Появление современных материалов и доступность инструментов и приспособлений существенно облегчают задачу и даже позволяют выбрать наиболее предпочтительный вариант. О том, как «врезаться» в трубу отопления с минимальными финансовыми и трудовыми затратами, читайте ниже.
В свое время трубопроводы в домах и квартирах монтировались с помощью сварки и, конечно, никто не предусматривал установку фитингов для возможного дополнительного подключения. Между тем такая необходимость периодически возникает в связи с различными перепланировками, и чаще всего это касается отопления. Появление современных материалов и доступность инструментов и приспособлений существенно облегчают задачу и даже позволяют выбрать наиболее предпочтительный вариант. О том, как «врезаться» в трубу отопления с минимальными финансовыми и трудовыми затратами, читайте ниже.
Преимущества и недостатки горячей сварки
В настоящее время в арсенале домашних мастеров чаще всего имеются аппараты различных конструкций и предназначений. Подключиться к действующему отоплению можно с их помощью. Горячая сварка труб обладает рядом существенных преимуществ:
- Высокая надежность соединений.
- Возможность сделать отвод любой конфигурации.
- Отсутствие необходимости в дополнительных фитингах и фурнитуре.
- Малозаметность сварных швов, благодаря которой не нарушается интерьер помещения.
- Возможность соединения труб большого диаметра.
Иногда только при помощи данного метода получается «врезаться» в трубу отопления. Это касается труднодоступных мест, где нельзя использовать приспособления и инструменты. Сварка не требует идеально ровной обработки торцов, небольшие погрешности вполне можно исправить с помощью расплавленного металла. Сваренные трубы не меняют своих качеств и способны выдерживать сильные механические нагрузки.
Правда, имеется и большая «ложка дегтя» – требуется высокая квалификация сварщика. Любительского уровня для получения качественного шва будет явно недостаточно. Кроме того, высокая температура может повредить «подмотку» на старых резьбовых соединениях и стать причиной незапланированного ремонта в помещении. Сварка труб возможна только после частичного или полного слития воды из системы, а само место врезки должно быть предварительно высушено.

Метод резьбовых соединений
Данный способ свободен от большинства недостатков, присущих сварке, но очень трудоемок, а главное – требует полного отключения подачи. Если не углубляться в подробности, то процесс подсоединения к топливной магистрали производится в такой последовательности:
- Выбранное для врезки место вручную или с помощью болгарки зачищается от старой краски. При этом обязательно учитывается размер устанавливаемого фитинга вместе с резьбой.
- В соответствии с габаритами тройника производится разметка зачищенного места.
- На выбранном участке выпиливается часть трубы.
- На концах труб магистрали нарезается резьба, шаг которой соответствует устанавливаемому элементу.
- Фиксируется фитинг. При этом с одной стороны он накручивается непосредственно на резьбу, а с другой придется использовать переходную муфту и контргайку.
Теперь, когда алгоритм проведения работ ясен, можно выделить основные проблемы при использовании данного метода:
- большое усилие, которое прикладывается к трубе при нарезании резьбы, может повредить старую пораженную ржавчиной магистраль;
- корректная работа с плашкой предполагает наличие большого опыта и практических навыков;
- соединение получается громоздким и не обладает достаточным качеством;
- необходимо перекрывать «стояк» и сливать из него воду.
Последний пункт требует особого пояснения. Дело в том, что подобные манипуляции с системой самостоятельно следует производить только в частном строении.

Способы врезки металлических труб
Несмотря на все достоинства сварного соединения, владельцы домов не очень любят использовать его при организации дополнительной врезки. Это связано с необходимостью поиска хорошего специалиста, который заведомо сможет гарантировать, что швы не потекут. Кроме того, сварочные работы, как правило, сопровождаются появлением пятен копоти на стенах, потолке и полу. Значит, как минимум, потребуется косметический ремонт помещения.
Поэтому часто владельцы «врезаются» в систему отопления самостоятельно, без применения сварочного аппарата. Дополнительным бонусом является возможность в случае необходимости разобрать такое соединение и заменить установленный фитинг на другой. Существует 4 основных способа врезки:
- Резьбовой.
- Фланцевый.
- С помощью муфт.
- С использованием седлового отвода.
Каждый из них имеет свои достоинства, недостатки и методы монтажа, а значит, требует более подробного разбора.
Резьбовой вариант состыковки
Данный способ уже коротко рассматривался и было установлено, что он малопригоден для подключения к действующей сети, но для соединения вполне подходит. Резьба в этом случае нарезается не плашкой, а специальным устройством – трубным клуппом. Придется озаботиться его поиском. Порядок действий следующий:
- Отпиливаются два отрезка трубы необходимой длины.
- Для облегчения работы с их торцов снимается фаска под углом 45 градусов.
- Труба зажимается в тисках подходящего размера.
- Клупп аккуратно, без перекосов «наживляется» на ее торец.
- Не прилагая больших усилий, нарезается резьба на необходимую длину с двух сторон каждой трубы.
- Теперь их нужно соединить. Для этого применяются стальные муфты и уголки с внутренней резьбой. С одной из сторон лучше использовать контргайку.
Трубопроводы, соединенные таким методом, обладают большой прочностью, и при правильном монтаже способны прослужить несколько десятилетий.

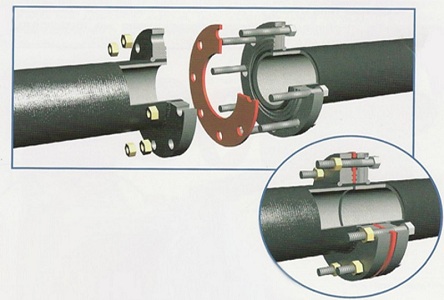
Фланцевый способ
Данный вариант применяется в том случае, когда отопление имеет «заглушенный» отвод, и нет желания или возможности нарезать резьбу. Как и предыдущий способ, это соединение предполагает полный или частичный слив воды из системы. Состыковка осуществляется благодаря специальному фитингу, так называемому фланцу. Он представляет собой широкий металлический хомут, стягиваемый болтами. Поэтому прежде всего нужно приобрести этот элемент системы отопления. Фланец обязательно должен соответствовать внешнему диаметру соединяемых труб. Последовательность установки:
- Необходимо убедиться, что трубы имеют максимально ровный срез. От этого зависит зазор между ними, а значит и нагрузка на фитинг.
- Фланец необходимо «располовинить», раскрутив болты крепления.
- Очистить место соединения от металлической стружки и надеть на него резиновую прокладку, ее середина должна оказаться приблизительно над стыком.
- Установить обе половины фланца и равномерно стянуть его с помощью болтов.
Значительным недостатком данного способа соединения является его низкая надежность. В этом плане фланец существенно уступает резьбе. Поэтому трубам должна быть обеспечена неподвижность. Чаще всего их надежно фиксируют к стене. Кроме того, соединение нельзя назвать долговечным, особенно при использовании в отоплении. От постоянного перепада температур и расширения металла при нагреве прокладка довольно быстро теряет свойства, а значит и герметичность. Поэтому фланец можно использовать только в качестве временной меры.
Стыковка с помощью муфт
Является надежным и наиболее распространенным способом соединения труб с действующей системой отопления. Правда, он также требует слива теплоносителя. Стыковка осуществляется с помощью муфты Гебо. В основе ее конструкции лежит компрессионное кольцо, которое при затягивании надежно зажимает фитинг на трубе. С другой стороны муфта чаще всего имеет резьбу для крана. Иногда фитинг используют для соединения двух труб. Последовательность установки рассмотрена именно на таком примере:
- Торцы труб должны быть отпилены максимально ровно.
- Предварительно необходимо сделать разметку. Для этого муфта прикладывается таким образом, чтобы срез оказался приблизительно посередине. В месте, где заканчивается фитинг, карандашом ставим риску.
- Концы труб вставляются в муфту, глубину регулируют согласно поставленной ранее метке. Обязательно необходимо соблюдать соосность и не допускать перекосов.
- Двумя газовыми ключами гайки фитинга затягиваются до предела.
Чаще всего таким образом осуществляют переход с действующей металлической системы отопления на новую, выполненную из ПВХ. В этом случае, с одной из сторон муфты Гебо устанавливается вентиль. Большим недостатком данного метода является высокая стоимость самого фитинга.

Врезка седловым отводом
Пожалуй, это единственный вариант, позволяющий подключиться к действующему отоплению. Потребуется специальный фитинг – седловой отвод, «седелка» на языке специалистов. Он очень похож на рассмотренный ранее фланец, разница заключается в наличии резьбы, в которую можно вкрутить любой переходник. «Седелка» обладает рядом несомненных преимуществ:
- монтаж не требует большого пространства и может быть осуществлен в самом неудобном месте;
- обладает относительно невысокой стоимостью;
- возможна установка на любом участке трубы;
- для монтажа не нужны опыт и квалификация.
Кроме того, для установки «седелки» требуется минимальное количество времени. Поэтому метод часто применяется в аварийных ситуациях. В отличие от фланца, в данном случае соединение получается очень надежным. Дело в том, что отвод устанавливается на целую трубу, а не соединяет два ее отрезка, поэтому отсутствует необходимость в жесткой фиксации. Монтируется седловой отвод в такой последовательности:
- Выбрать место установки и хорошо его зачистить.
- Примерить отвод на трубу и отметить на ней центр резьбового соединения.
- Накернить место будущего отверстия. Его можно даже немного засверлить, но при отсутствии опыта и точных данных о толщине стенки лучше этого не делать.
- Устанавливаем «седелку» на место, ставим прокладку и равномерно затягиваем болты.
- Намеченная керном или сверлом точка должна оказаться в центре резьбового отверстия.
- Используя подмотку, вкручиваем шаровой кран.
- Теперь в трубе необходимо просверлить дырку, прямо через открытый кран.
- В комплект поставки входит специальная втулка, которая должна защитить резьбу. Необходимо по ней подобрать сверло максимально возможного диаметра.
- С помощью дрели делаем отверстие. Как только пойдет вода, нужно вытащить инструмент и закрыть кран.
Для безопасности на хвостовик сверла необходимо надеть защитный экран из резины, а лучше использовать аккумуляторный электроинструмент. Этим способом, как правило, осуществляется подключение «теплого» пола к имеющемуся отоплению.
Заключение
Изучив статью, делаем вывод, что врезка в систему отопления может осуществляться и без применения сварки. При этом иногда качество соединения не хуже, а стоимость ниже. Главное – при самостоятельном монтаже соблюдать его технологию и, конечно, технику безопасности.
Как врезать трубу электросваркой?
Несколько советов по выполнению качественной сварки
Качество сварки зависит от правильной подготовке к сварным работам, выбору электродов и технологии процесса, который несколько отличается при соединении стыков.
Выбираем подходящие электроды
От того, какой электрод применяется для сварки, во многом зависит качество сварного шва. Он представляет собой тонкий металлический стержень с особым покрытием. Внутренняя часть электрода служит проводником для создания электрической дуги, а покрытие обеспечивает ее стабильность, а также участвует в создании сварного шва.
По типу сердцевины электроды делятся на плавящиеся и неплавящиеся. В первом случае в основе изделия находится стальная проволока, во втором – вольфрамовый, угольный или графитовый стержень.

По типу защитного покрытия электроды делятся на:
- целлюлозные – маркировка «С» — используются для трудоемких и сложных сварочных работ с трубами большого диаметра, на протяженных технологических магистралях;
- рутилово-кислые – «RA» — наиболее используемый тип электрода для сварки инженерных сетей водоснабжения и отопления;
- рутиловые – «RR» — также могут использоваться для сварки труб водоснабжения и отопления, отличаются большей толщиной и лучшим качеством сварного шва;
- рутилово-целлюлозные – «RC» — дают более прочный шов при использовании вертикального способа соединения;
- универсальные – «В» — подходят для сварки труб различных диаметров и толщины, в широком температурном диапазоне.
Еще одна классификация электродов для сварки – диаметр стержня. От него зависит сила электрической дуги, способная справиться с трубопрокатом определенной толщины:
- 3 мм – электроды подходят для сварки труб толщиной до 5 мм;
- 4 мм – электроды позволяют сваривать толщиной до 10 мм, а также делать многослойные швы металла.
Внимание! Кроме толщины и материала изготовления электрода для качественной сварки нужно учитывать еще и силу тока, которая зависит от способа соединения труб. Например, для простого соединения встык подойдет дуга от 80 до 110 ампер, а для сварки внахлест потребуется переключить аппарат на 120 ампер
Выбор электродов
К подготовительному этапу можно отнести выбор наиболее подходящего электрода. От качества этого расходного материала зависит герметичность получаемой системы, а также сложность проведения сварки. Сегодня используют электроды, которые представлены токопроводящим стержнем со специальным покрытием. За счет применения специального состава стабилизируется дуга и формируется более привлекательный, качественный сварочный шов. Кроме этого, в некоторых случаях включенные химические вещества снижают вероятность окисления металла.
В продаже встречается довольно большое количество различных вариантов исполнения подобных расходных материалов. По типу сердцевины выделяют:
- С сердечником, который не плавится. При их изготовлении применяется графит или вольфрам, а также электротехнический уголь.
- С плавящимся стержнем. В этом случае при изготовлении применяется проволока, толщина которой может варьировать в большом диапазоне. При проведении электросварки толщина электрода – наиболее важный параметр, который нужно учитывать.

Электроды с плавящимся стержнем
Классификация проводится также по тому, какое вещество применяется в качестве обмазки. Наибольшее распространение получили следующими варианты исполнения:
- Рутилово-кислотные зачастую применяются при создании системы трубопровода отопления или подачи воды бытового предназначения. При электросварке может образоваться шлак, удалить который не составляет трудности.
- Целлюлозные подходят в большей степени для работы с изделиями, которые имеют крупное сечение. Примером можно назвать случай изготовления магистрали для подачи газа и воды.
- Рутиловые применяются в случае, когда нужно получить аккуратный шов. Шлак с поверхности удалить просто и быстро. Кроме этого подходит для наваривания второго или последующего шва.
- Рутилово-целлюлозные подходят для сварки практически в любой плоскости. Этот момент определяет их частое применение при создании вертикально расположенного шва большой протяженности.
- Основная обмазка считается универсальным покрытием, которое подходит для электросварки самых различных деталей, в том числе и толстостенных изделий. Образующееся крепление характеризуется пластичностью и высокой прочностью.

Рекомендуется уделять внимание продукции известных производителей, заявленные эксплуатационные характеристики которых будут соответствовать реальным. Кроме этого, при выборе расходного материала нужно уделять внимание сроку годности изделия
Методы врезки без сварки

Можно врезаться в магистральный трубопровод, не используя сварку. Такую технологию применяют многие специалисты, так как сварочные работы требуют соблюдения правил безопасности. При этом для сварки понадобится специальное оборудование. Сварочные работы считаются сложными и трудоемкими.









Из несварочных технологий врезки выделяют:
- установка коллектора – оптимальное решение для большого частного дома. Компактная коллекторная система монтируется и в квартире. К входу такой системы устанавливается водопроводная труба. У коллектора предусмотрено несколько выходов. Их количество зависит от модели системы. Трубопровод подсоединяется к любому выходу. Для фиксации шлангов используются переходники;
- установка тройника – этот метод врезки используется, если предусматривается единый отвод. Предварительно раскручивается соединение водопровода, а затем на данное место монтируется тройник. Трубопровод расширяют либо укорачивают, нарезая резьбу;
- процесс резки самой трубы – методика оптимально, если соединение снаружи отсутствует. Для выполнения резки используется болгарка. Устанавливается тройник с предварительно вырезанной резьбой;
- применение тонкой трубы – в системе подготавливается отверстие, на которое фиксируется уплотнитель, хомут. Для монтажа отвода используются стягивающие винты.
Проведение работ
Перед началом сварочных работ нужно надеть спецодежду, подготовить сварочную маску и перчатки. Подготовьте место для сварки. Уберите все огнеопасные предметы. Вам потребуется щетка по металлу для зачистки поверхности трубы и молоток, дабы оббивать шлак. Ну и, естественно, сам сварочный аппарат, и верно подобранные электроды.
На протяжении приобретения электродов прочтите инструкцию на упаковке. Завод-изготовитель показывает на своем товаре правила работы и назначение данного вида электродов. Диаметр электрода и силу тока подбирают методом расчета. На любой 1 мм толщины электрода требуется сила тока, составляющая от 30 до 40 ампер. Что касается инверторных сварочных аппаратов, то в этом случае для 3 мм электрода нужная сила тока составит 80 А. Эти параметры подойдут для сваривания металла, а для его резки нужно увеличивать силу тока до 100 А.
Затевать работу нужно с закрепления обеих труб, дабы избежать смещения шва. Вставленным в держатель электродом зажгите дугу и попытайтесь проварить маленький участок. Электрод должен иметь угол наклона 70? по отношению к свариваемой поверхности и зазор около 2–4 мм. Сходу нужно оговориться, что эти показатели носят очень приблизительный темперамент и оптимальные значения в конкретном случае посоветует только опыт.
Перед тем как решить о проведении работ, нужно максимально готовиться. Тут не будет лишним ни изучение теоретической стороны вопроса, ни просмотр соответствующих видео, ни индивидуальные консультации со экспертами.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.

Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Необходимость работы
Сварка трубы с водой может потребоваться в следующих случаях:
- Течи, образовавшиеся вследствие превышения нормативных нагрузок или некачественно проведенных работ по монтажу. Отключение в таких случаях не приветствуется, особенно, если речь идет о магистральных трубопроводах, снабжающих водой большие жилые массивы.
- Необходимость врезки. Слив жидкости из всей системы предполагает существенные временные потери, так что дело зачастую ограничивается отключением циркуляционных насосов. Данная мера способствует снижению давления в контуре, работа упрощается.
Основные сложности
Сварка труб под давлением – непростая задача, за ее выполнение возьмется не каждый специалист.

Проблемы связаны со следующими явлениями:
- напор жидкости не дает достичь необходимой температуры сварочной ванны, крайне трудно добиться необходимого коэффициента сцепления наплавляемого металла с основой;
- когда вода контактирует с раскаленным материалом, образуются большие объемы пара. Сварщику приходится работать в условиях ограниченной видимости, маска запотевает, приходится постоянно протирать ее, отвлекаться, терять время;
- очень сложно работать в случае, когда трубы расположены на высоте, под потолком. Вода может стекать на сварщика, да и удерживать тяжелое оборудование неудобно.
Что необходимо для проведения электросварки?
 Чтобы сварить трубы при помощи электросварки потребуется сварочный аппарат. Сегодня существует два вида таких приборов: устройства, изготовленные на базе понижающего трансформатора, и инверторы, которые работают на высоких частотах. Первый вид используется крайне редко, поскольку считается морально устаревшим. Инвертор – это более современный аппарат, который отличается простотой и транспортабельностью. Есть возможность регулировать режим сварки с высокой точностью. Правда, в использовании инверторы считаются менее надежными. Поэтому для работы с таким оборудованием необходимо иметь определенную квалификацию.
Чтобы сварить трубы при помощи электросварки потребуется сварочный аппарат. Сегодня существует два вида таких приборов: устройства, изготовленные на базе понижающего трансформатора, и инверторы, которые работают на высоких частотах. Первый вид используется крайне редко, поскольку считается морально устаревшим. Инвертор – это более современный аппарат, который отличается простотой и транспортабельностью. Есть возможность регулировать режим сварки с высокой точностью. Правда, в использовании инверторы считаются менее надежными. Поэтому для работы с таким оборудованием необходимо иметь определенную квалификацию.
Кроме этого сварка отопления предполагает наличие и другого вспомогательного инвентаря:

- специальная маска со светофильтром. Она надежно защищает глаза и лицо от попадания искр и частичек расплавленного металла во время сварки;
- спецодежда для защиты тела;
- замшевые перчатки. С их помощью прибор в руке будет надежно держаться;
- электроды;
- щетка по металлу. Необходима для зачистки участка трубы перед сваркой, для удаления окалины;
- специальный молоток, который используется для сбивания окалины.
Сварка стальных труб
Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности. При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб. К примеру:










- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Внимание! Многослойная сварка производится с одним требованием. Перед нанесением последующего слоя предыдущих должен остыть.
Сборка трубопровода
Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык. То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка. Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение.
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
И последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
Процесс сварки на самом деле мероприятие ответственное. И только опыт сварщика может с первого раза гарантировать качество конечного результата. Но опыт – дело наживное. Предлагаем посмотреть видео – как правильно варить стальные трубы.
Предварительные работы с деталями
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Несколько советов по выполнению качественной сварки
Качество сварки зависит от правильной подготовке к сварным работам, выбору электродов и технологии процесса, который несколько отличается при соединении стыков.
Выбираем подходящие электроды
От того, какой электрод применяется для сварки, во многом зависит качество сварного шва. Он представляет собой тонкий металлический стержень с особым покрытием. Внутренняя часть электрода служит проводником для создания электрической дуги, а покрытие обеспечивает ее стабильность, а также участвует в создании сварного шва.
По типу сердцевины электроды делятся на плавящиеся и неплавящиеся. В первом случае в основе изделия находится стальная проволока, во втором – вольфрамовый, угольный или графитовый стержень.
По типу защитного покрытия электроды делятся на:
- целлюлозные – маркировка «С» — используются для трудоемких и сложных сварочных работ с трубами большого диаметра, на протяженных технологических магистралях;
- рутилово-кислые – «RA» — наиболее используемый тип электрода для сварки инженерных сетей водоснабжения и отопления;
- рутиловые – «RR» — также могут использоваться для сварки труб водоснабжения и отопления, отличаются большей толщиной и лучшим качеством сварного шва;
- рутилово-целлюлозные – «RC» — дают более прочный шов при использовании вертикального способа соединения;
- универсальные – «В» — подходят для сварки труб различных диаметров и толщины, в широком температурном диапазоне.
Еще одна классификация электродов для сварки – диаметр стержня. От него зависит сила электрической дуги, способная справиться с трубопрокатом определенной толщины:
- 3 мм – электроды подходят для сварки труб толщиной до 5 мм;
- 4 мм – электроды позволяют сваривать толщиной до 10 мм, а также делать многослойные швы металла.
Контроль качества сварного соединения
Завершив электросварку, наружным осмотром определяется наличие прожогов, пор, свищей и других видимых дефектов. Для выявления микротрещин, незаметных невооруженным глазом, обычно смонтированный участок подключают к отопительной системе. Если на швах не появятся капельки воды, работа проведена качественно. Такой способ проверки приемлем в частном доме, где систему можно заполнить в любое время.
В квартирах с центральным отоплением проверку качества сварных соединений в летний период проводят с помощью компрессора. На концы труб ставятся заглушки, стыки обмазываются мыльной пеной, закачивается воздух под давлением. Места, где есть изъяны, определяются по пузырькам на их поверхности.










Замену или монтаж новых труб отопления лучше делать летом, чтобы большую часть сварочных операций выполнять на улице. Вблизи от места работы в помещении не должно быть легковоспламеняющихся материалов. Если опыта сварки труб пока маловато сначала можно сварить несколько ненужных обрезков, чтобы потом не портить новые заготовки.
Сварочные работы

Специалисты считают, что самым легким способом врезки в стальную внешнюю сеть является сварка. Обязательным условием для проведения врезки является возможность отключить подачу воды по системе.
Автогеном делают отверстие подходящего диаметра. Затем приваривается патрубок, монтируется вентиль. Последний элемент системы перекрывается в процессе проведения дальнейших работ. Если врезка завершена, потребуется восстановить антикоррозийную защиту.
Если трубопровод проложен из полиэтиленовых труб, тогда сварочные работы не проводятся. С учетом диаметра расходного материала фиксируется хомут.
Технология сварочного процесса
Что бы заварить трубы , используются такие способы соединения: электродуговой (ручной, полуавтоматический и с применением флюса) или газовый (с использованием ацетилена).
Газовая сварка
Так как сварить трубы электросваркой получается не всегда, то в таких случаях используется газовая горелка. Такой метод применим в полевых условиях. При этом качество и наполненность швов получается выше. Снижается риск появления внутреннего напряжения в металле, так как он меньше поддается температурному воздействию.
Для осуществления работ требуется газогенератор или ацетилен. Во втором случае температура в рабочей зоне выше. Подавать присадочную проволоку нужно так, чтобы она располагалась на раскаленном металле. Если требуется сварка оцинкованного материала, то тут берется флюс, а концентрация кислорода в газе увеличивается. При этом обрабатывать швы противокоррозионными средствами после работы не обязательно.

Ручная дуговая сварка
При сварке труб ручной дуговой сваркой число проходок зависит от толщины их стенок. Значение имеет и состав электродов. Если диаметр изделий большой, то нанесением следующего слоя сбивается окалина, а соединение проковывается. Во время накладывания первого шва нельзя спешить. После этого металл проверяется на наличие трещин. Если на шве есть неровные участки, они вырубаются. Работа в этих местах проводится заново со смещением (1,5-3 см). Финишный слой выполняется электродами с толсто обмазкой.
Выбор электродов для электросварных труб
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.

При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Как сварить профильные трубы под 90 градусов
Чтобы получить при сваривании идеально прямой угол исполнителю нужно иметь подобный опыт и точно следовать технологии. Существует несколько важных моментов, которые помогут определить, как сварить профильную трубу под 90 градусов:
- прежде всего, трубы необходимо обрезать;
- работа должна проводиться на ровной поверхности;
- для фиксации угла можно использовать специальные приспособления (магнитные угольники) или подручные средства (уголки или косынки);
- сваривание осуществляется поэтапно: вначале выполняется черновое соединение; затем исполнитель удостоверяется, что угол в 90 градусов соблюден; после проводится сварка начисто.
Видео
Вот вам видео простейшено приспособления для сварки под углом 90 градусов.
И вот еще одно, трехмерное.
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.










На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.

Как приварить сгон к трубе отопления? — Справочник оконного гуру

Монтаж трубопровода является серьезным и ответственным мероприятием. Сварочный процесс для соединения труб применяется достаточно часто.
Этим способом можно соединять трубы из различных материалов, однако технология процесса в отдельных конкретных случаях будет отличаться.
В промышленном и частном строительстве очень широко используется сварка металлических труб электросваркой.
Этот способ отличается простотой, мобильностью и экономической выгодностью, так как может осуществляться как ручными аппаратами, так и автоматами. В частном строительстве чаще всего используется ручное дуговое сваривание труб, для чего достаточно иметь сварочное оборудование и электроды.
Типы сварных соединений труб
В строительстве и промышленном производстве применяют следующие способы сварного соединения стальных труб:
- сваривание встык;
- сваривание внахлест;
- сваривание тавровых соединений;
- сваривание угловых соединений.
При выполнении соединений при помощи сварки применяются в зависимости от условий следующие положения: горизонтальное, вертикальное, нижнее и потолочное. Наиболее выгодным и удобным положением сварки является нижнее положение, которое возможноы при условии поворота трубы, поэтому предпочтение следует отдавать именно такой технологии.
При строительстве трубопроводов большого диаметра чаще всего применяют стыковое соединение
Крайне важно в таких случаях обеспечить проваривание кромок по всей толщине
Для толстостенных труб применяют двойные сварные швы – наружные и внутренние.
Для уменьшения образования на внутренней поверхности труб наплывов металла необходимо в процессе сварки держать электрод под углом в 45 градусов относительно горизонтальной плоскости.
Ассортимент сварочных электродов
Перед тем как приварить трубу к трубе необходимо правильно подобрать электроды, которые выпускаются с различными типами покрытий, при этом каждый тип способен выполнять определенную задачу, чем нужно руководствоваться при их выборе.
- Целлюлозное покрытие. Данным типом электродов свариваются трубы большого диаметра, они способны создавать кольцевые и вертикальные швы.
- Рутиловое покрытие. Электроды с таким покрытием обладают легким поджигом, так же и повторным, а шлаковой корке характерна большая степень хрупкости. Очень удобно устанавливать прихватки, выполнять угловые швы и проваривать сверху корневые швы для создания товарного вида.
- Рутилово-целлюлозное покрытие. Такие электроды удобны для выполнения швов в любых положениях в пространстве, в вертикальном в том числе, по направлению сверху, самым сложным по определению специалистов.
- Рутилово-кислотное покрытие. Обеспечивает легкое отделение шлаковой корки и экономное расходование электродов при сваривании труб.
- Основное покрытие. Электроды с таким покрытием обеспечивают сварочному шву высокие показатели вязкости. Такие швы не подвержены растрескиванию, применяются для толстостенных труб со сложными условиями эксплуатации. Рекомендуется применять также при использовании трубопроводов при низких температурах.
Разделы: Сварочные работы — как варить
выполнение сварочных работ, сварка своими руками, Сварка- основы
Сварка, пошаговые действия
Термический процесс, происходящий при электросварке, соединяет детали прочным швом, который будет лучше по механическим свойствам в отличие от газосварки.
Итак, как научиться варить? Когда речь идет о трубе в доступном месте и с возможностью вращения, то два отрезка трубопровода встык соединяются одной или тремя точками электросварки. Затем:
- безотрывно (если можно вращать);
- с отрывом, начиная снизу, если неудобное положение трубы и ее невозможно вращать, делается шов.
Производится сварка за два прохода. Сначала заполняется «корень» – первый шов, который закрывает тот самый стык труб (2-3 мм), далее счищаются лишние наплывы и окалины, и делается второй шов, также потом зачищается.










Общая инструкция всего процесса выглядит так.
- Перед непосредственно началом работ занимается удобное устойчивое положение. Пространство должно иметь хорошее освещение.
- Чиркнуть, чтобы зажечь дугу, если не зажигается немного увеличить силу тока.
- Переместить электрод в начало шва и начинать сварочную «ванну», удерживая постоянно зазор дуги.
- При установке достаточно большого тока расправленный металл будет следовать за теплом.
Следить за качеством сварки необходимо прямо в процессе выполнения работ, обращая внимание на края «ванны», насколько равномерно идет заполнение
- Поставьте точку, оставив немного металла.
- Погасите дугу по шву.
Правильно и качественно делать швы можно научиться, было бы желание, но легче и быстрее можно освоить все этапы, если вы когда-нибудь наблюдали со стороны за процессом электросварки или были участником в качестве помощника.