- Переход труб разного диаметра
- Лепестковые переходы. Изготовление сварных переходов для труб.
- Лепестковые переходы. Изготовление сварных переходов для труб.
- Как сделать лепестковый переход на трубе.
- Лепестковый переход. Расчет. Формула.
- Сантехник .
- воскресенье, 13 июня 2021 г.
- Как сварить трубы разного диаметра — лепестковый переход
- Сварной переход трубы с большего диаметра на меньший
Переход труб разного диаметра
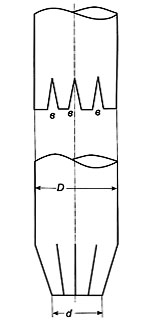
Ширина косынок в
при сварке переводников (равное количество косынок).
| Количество косынок | Разность диаметров переводников D — d | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 200 | 300 | 400 | 500 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | 1 | 1 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 21 | 31 | 42 | 52 | 63 | 73 | 84 | 94 | 105 | 209 | 314 | 419 | 524 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | 1 | 2 | 2 | 3 | 4 | 5 | 5 | 6 | 7 | 8 | 16 | 24 | 31 | 39 | 47 | 55 | 63 | 71 | 79 | 157 | 236 | 314 | 393 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | 1 | 1 | 2 | 3 | 3 | 4 | 4 | 5 | 6 | 6 | 13 | 19 | 25 | 31 | 38 | 44 | 50 | 57 | 63 | 126 | 188 | 251 | 314 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | 1 | 1 | 2 | 2 | 3 | 3 | 4 | 4 | 5 | 5 | 10 | 16 | 21 | 26 | 31 | 37 | 42 | 47 | 52 | 105 | 157 | 209 | 262 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | 1 | 1 | 2 | 2 | 3 | 3 | 4 | 4 | 4 | 9 | 13 | 18 | 22 | 27 | 31 | 36 | 40 | 45 | 90 | 135 | 180 | 224 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | 1 | 1 | 2 | 2 | 2 | 3 | 3 | 4 | 4 | 8 | 12 | 16 | 20 | 24 | 27 | 31 | 35 | 39 | 79 | 118 | 157 | 196 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | 1 | 1 | 1 | 2 | 2 | 2 | 3 | 3 | 3 | 7 | 10 | 14 | 17 | 21 | 24 | 28 | 31 | 35 | 70 | 105 | 140 | 175 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | 1 | 1 | 1 | 2 | 2 | 2 | 3 | 3 | 3 | 6 | 9 | 13 | 16 | 19 | 22 | 25 | 28 | 31 | 63 | 94 | 126 | 157 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 3 | 3 | 6 | 9 | 11 | 14 | 17 | 20 | 23 | 26 | 29 | 57 | 86 | 114 | 143 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 3 | 5 | 8 | 10 | 13 | 16 | 18 | 21 | 24 | 26 | 52 | 79 | 105 | 131 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Допустим, надо определить ширину косынки (количество 6), при D = 520 мм; d = 260 мм.
Определяем разность диаметров: 520 — 260 = 260; смотрим строку: количество косынок 6.
Разность 260 разбиваем (200 + 60); Числу 200 состветствует 105; числу 60 — 31. Суммируем 105 + 31 = 136
Таким образом, для обеспечения разности диаметров переводника 260 мм, необходимо вырезать 6 косынок шириной 136 мм.
Лепестковые переходы. Изготовление сварных переходов для труб.

Лепестковые переходы. Изготовление сварных переходов для труб.
Переходы необходимы для изменения пропускной способности трубы с большего диаметра на малый и наоборот. Переходы изготавливаются при помощи штамповки, а также сварки (лепестковые переходы). Изготовление при помощи штамповки применяется в серийном производстве на заводах, изготовить такой переход в домашних условиях не является возможным.
Переходы с одного диаметра трубы на другой можно изготовлять кузнечным способом (путем осадки труб при красном калении) или путем вырезки клиньев. Высоту конусной части перехода принимают не менее удвоенной разности диаметров.
В данной статье приведена формула расчета при изготовлении сварного перехода с одного диаметра на другой.
Как сделать лепестковый переход на трубе.

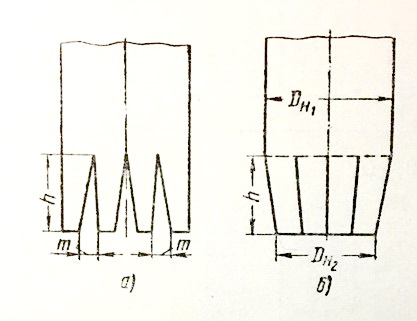
Рис. 1. Изготовление переходов с большого диаметра трубы на меньший путем вырезки клиньев:
а – схема вырезки клиньев, б – готовый переход.
Лепестковый переход. Расчет. Формула.
При изготовлении переходов из труб путем вырезки клиньев (рис. 1) величина m определяется по формуле:
m = (π(DH1 — DH2)/n)·c,
m – наибольшая ширина вырезаемого клина в мм;
DH1 – наибольший наружный диаметр перехода в мм;
DH2 – наименьший наружный диаметр в мм;
n – число клиньев;
с – величина, равная 2 – 2.5 мм при электродуговой сварке и 3 – 4 мм при газовой сварке.
Сантехник .
Телефон Сантехника 8 (495) 235-25-21, 8 (963) 626-40-67
воскресенье, 13 июня 2021 г.
Как сварить трубы разного диаметра — лепестковый переход

Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В статье мастер сантехник расскажет, как можно сварить между собой две трубы с разным диаметром.
Изготовление сварных переходов для труб
Переходы необходимы для изменения пропускной способности трубы с большего диаметра на малый и наоборот. Переходы изготавливаются при помощи штамповки, а также сварки (лепестковые переходы). Изготовление при помощи штамповки применяется в серийном производстве на заводах, изготовить такой переход в домашних условиях не является возможным.
Переходы с одного диаметра трубы на другой можно изготовлять кузнечным способом (путем осадки труб при красном калении) или путем вырезки клиньев.
Прежде чем браться за работу, следует сначала приготовить все необходимое для предстоящей операции:
Как сделать лепестковый переход на трубе
Первым делом края свариваемых труб нужно отторцевать максимально ровно.


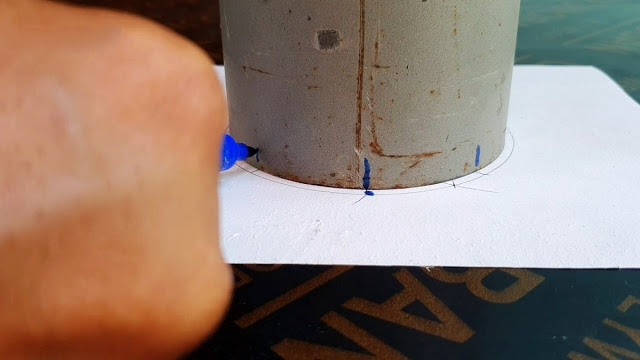
Далее необходимо разделить окружность большей из труб на восемь абсолютно равных частей. Лучше всего сначала произвести все расчёты и разметку на бумаге.
При изготовлении переходов из труб путем вырезки клиньев величина m определяется по формуле:
- m – наибольшая ширина вырезаемого клина в мм;
- DH1 – наибольший наружный диаметр перехода в мм;
- DH2 – наименьший наружный диаметр в мм;
- n – число клиньев;
- с – величина, равная 2 – 2.5 мм при электродуговой сварке и 3 – 4 мм при газовой сварке.
Когда план будет готов, переносим разметку с масштабного чертежа с бумаги на саму трубу.
Размеченные клинья аккуратно вырезаются при помощи болгарки.

Полученные выступы стягиваются тугой резиновой лентой до нужно диаметра.

В таком состоянии трубы с разным диаметром соединяются и свариваются. По мере надобности бандаж отпускается.

Также завариваются продольные разрезы.


В сюжете — Как сваривать трубы разного диаметра и толщины
В сюжете — Сварка 2х труб разного диаметра
В сюжете — Переход с большого диаметра трубы на меньший диаметр трубы
В сюжете — Как очень просто изготовить плавный переход на любую трубу самостоятельн
В продолжение темы посмотрите также наш обзор Как разрезать трубу под углом
Сварной переход трубы с большего диаметра на меньший
Тема статьи « как сделать переход трубы с большого диаметра на малый»
Цель статьи « Получить теоретические знания для выполнения практического задания »
За пример трубы большого диаметра взял диаметр 76 миллиметров. Размечаем трубу на шесть равных частей и с помощью УШМ (угловой шлифовальной машинки) выполняем надрезы примерно по 50 мм.
Добавляем разметку в виде буквы V, на всех шести» надрезах» и продолжаем выполнять резку.
Получается форма которая больше напоминает старинную башню)
Далее , с помощью молотка подгибаем края во внутрь до диаметра малой трубы.
Фиксируем положение трубы с помощью сварки в нескольких местах. Рекомендую использовать электроды диаметром 2.5 мм с рутиловым покрытием ( например ОК-46, МР-3 или ОЗС-12) . Сварочный ток постоянный, полярность обратная(+ на электроде), ток для прихваток примерно 75-80 А( при повышенном сварочном токе, легче выполнять установку прихваток).
Процесс сварки производите в положении более удобном для вас. Сварочный ток для сварки уменьшите до 60-70 А. Есть два варианта сварки данного соединения. Вертикальное или нижнее положение. Виды положений сварки в пространстве, виды колебательных движений мы рассматривали с прошлых статьях.
После сварки , для придания сварным швам большей « элегантности», можно применить механизированный инструмент» болгарка». В итоге получаем окончательный вид нашего соединения.