- Варианты расчетов радиуса изгиба труб
- Расчет радиуса гибки трубы с помощью линейки
- Таблица 1. Использование линейки 30 см
- Таблица 2. Использование линейки 50 см
- Вычисления внутреннего и внешнего угла изгиба трубы с учетом значений пружинения
- Холодная гибка труб. Глубина прогиба ведущим валом
- Параметры сегмента по хорде и высоте
- Способы гибки труб по радиусу
- Теоретические основы процесса гибки
- Поведение круглого, квадратного и прямоугольного сечения, виды разрушений
- Как рассчитать минимально допустимый радиус
- Методы сгибания труб по радиусу
- Гибка в штампах при помощи прессования
- Трубогибочное станочное оборудование
- Обработка сжатием
- Ротационно-вытяжная гибка
- Заключение
Варианты расчетов радиуса изгиба труб
Гибка трубопровода на специализированных станках — технологический процесс изменения направленности трубы в пространстве под углом. Во время данной процедуры во внутренней точке гиба появляется сжимающее напряжение, а во внешней части — растягивающее напряжение. Чтобы определить правильный радиус сгибания трубы с учетом всех параметров, при котором исключается появление различных деформаций, используют специальные расчеты.
Расчет радиуса гибки трубы с помощью линейки
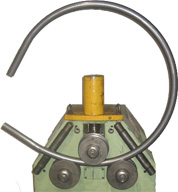
Для проведения расчетов необходимо взять две жесткие линейки длиною 30 и 50 см. Первоначально измеряется радиус гиба уже изогнутой трубы, который нужно повторить на заготовке. Линейку нужно приложить к исходной трубе и замерить расстояние между линейкой и серединой трубы (рис. 1). 
Рис. 1 Измерение ширины в исходной трубе. 
Используя полученные данные замеров линеек, необходимо подобрать подходящие параметры радиуса и диаметра дуги из таблиц 1 и 2.
- А – интервал (ширина) трубы, мм
- D – диаметр дуги, мм
- R — радиус гибки, мм
Таблица 1. Использование линейки 30 см
| Интервал | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 |
| Диаметр | 4505 | 3008 | 2260 | 1813 | 1515 | 1303 | 1145 | 925 |
| Радиус | 2253 | 1504 | 1130 | 907 | 758 | 652 | 573 | 463 |
| Интервал | 30 | 40 | 50 | 60 | 70 | 90 | 100 |
| Диаметр | 780 | 603 | 500 | 435 | 391 | 340 | 325 |
| Радиус | 390 | 302 | 250 | 218 | 196 | 170 | 163 |
Таблица 2. Использование линейки 50 см
| Интервал | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 | 30 | 40 | 50 |
| Диаметр | 12500 | 8341 | 6260 | 5013 | 4182 | 3589 | 3145 | 2525 | 2113 | 1603 | 1300 |
| Радиус | 6250 | 4172 | 3130 | 2507 | 2091 | 1795 | 1573 | 1263 | 1057 | 802 | 650 |
| Интервал | 60 | 70 | 80 | 90 | 100 | 110 | 130 | 160 | 200 |
| Диаметр | 1102 | 963 | 861 | 785 | 725 | 678 | 611 | 550 | 513 |
| радиус | 551 | 482 | 432 | 393 | 363 | 339 | 306 | 275 | 257 |
Вычисления внутреннего и внешнего угла изгиба трубы с учетом значений пружинения
Радиус изгиба трубной заготовки рассчитывается так:
∆λ – значение угла пружинения
Расчеты параметра ∆λ: 
Ro (мм) – осевой радиус изгиба
n и m – компоненты исчисляются так: 

S – толщина стенки детали, мм
Rн – внешний радиус изгиба заготовки, мм
Rо – средний осевой радиус изгиба трубы, мм
Rв – внутренний радиус изгиба трубы, мм
П – модуль упрочнения материала трубы, кг/мм²
Е – модуль упругости материала трубы, кг/мм²
σо – экстрополированный предел текучести материала трубы, кг/мм²
Внешний и внутренний радиусы изгиба заготовки исчисляется следующим образом: 
dн – значение внешнего сечения заготовки (мм)
Холодная гибка труб. Глубина прогиба ведущим валом
Калькулятор рассчитывает глубину прогиба профиля трубогибом или гибочным станком для получения заданных параметров.
Статья написана в ответ на запрос пользователя, который хотел вычислять глубину прогиба профиля ведущим валом, для получения изогнутой трубы с заданными параметрами.
До запроса я даже и не знал, что есть специальные машины для холодной гибки труб. Причем бывают как и промышленные гибочные станки, так и ручные гидравлические трубогибы.
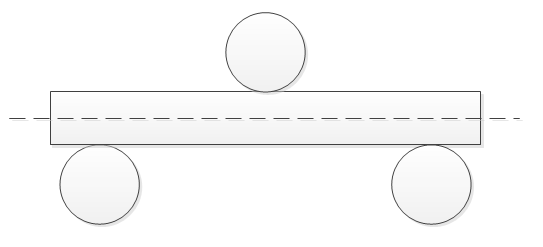
Все они действуют по одному принципу, который можно понять, посмотрев на картинку.
Профиль (труба) укладывается между валиками, затем центральный валик с усилием прогибает профиль, и дальше оставшийся кусок прокатывается через станок.
С моей дилетантской точки зрения, процесс выглядит примерно так
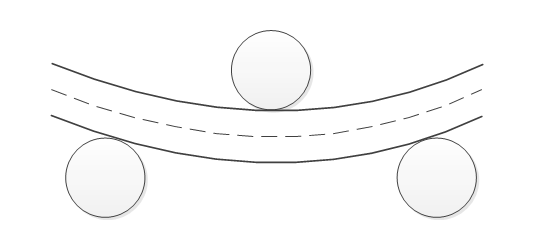
Собственно, интересует вопрос — насколько надо прогнуть трубу, то есть опустить ведущий вал, чтобы после прокатки всего отрезка профиля получить заданный изгиб?
Изгиб трубы, очевидно, задается радиусом. Но, как показал запрос пользователя, параметры могут быть заданы не только радиусом, но и длиной и высотой хорды, если надо получить арку. Здесь нам пригодится калькулятор, который по заданной длине (C) и высоте хорды (h) рассчитывает длину требуемого отрезка (L) и радиус окружности (R) — смотри рисунок.
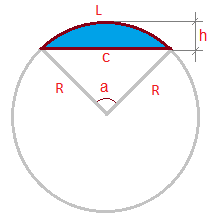

Параметры сегмента по хорде и высоте
Подробности и формулы смотри здесь — Сегмент круга
Идем дальше.
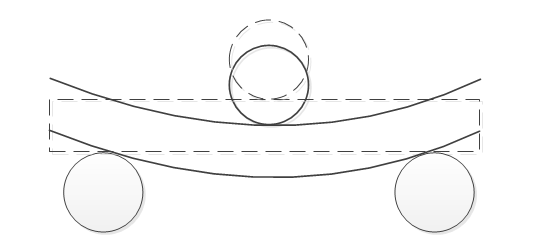
Итак, нам нужно получить глубину прогиба зная радиус, расстояние между ведомыми валиками, радиус валиков и размеры профиля.
Перерисуем совмещенный рисунок, добавив несколько нужных линий, и убрав все ненужные.
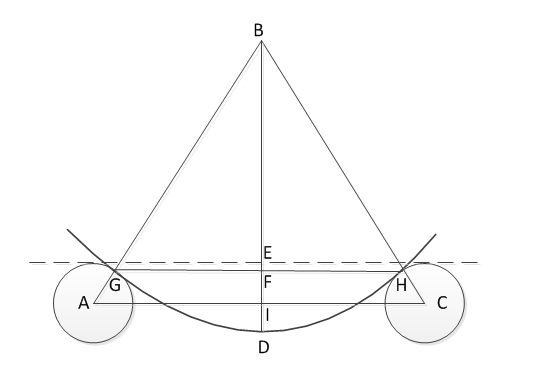
Точка B — центр нашей окружности. Обратите внимание, что расчет идет по внешнему по отношению к изгибу краю профиля. Поскольку радиус по высоте и ширине хорды скорее всего будет рассчитываться по оси профиля, к полученному радиусу надо прибавить радиус профиля так, чтобы получить радиус внешнего края профиля.
Дальше в ход идет геометрия.
Из расстояния AC и расстояния AB находим угол ABD.
Способы гибки труб по радиусу
Сейчас при изготовлении металлоконструкций, как альтернатива свариванию и резьбовому сопряжению, используется гибка труб по радиусу.
Чаще всего возникает необходимость в сгибании круглых и профильных труб.
Теоретические основы процесса гибки

Вследствие возникающих напряжений при изгибании:
- стенка трубы растягивается по внешней стороне прилагаемого усилия;
- сжимается по внутренней стороне;
- образуется и нейтральная ось, на ней состояние материала не изменяется.
Поведение круглого, квадратного и прямоугольного сечения, виды разрушений
 Толщина трубных стенок на внешней части гиба становится меньше из-за того, что при возникающих напряжениях появляется растягивающий момент:
Толщина трубных стенок на внешней части гиба становится меньше из-за того, что при возникающих напряжениях появляется растягивающий момент:
- Ставшая тонкой внешняя стенка тяготеет к выгибу, направленному к срединной оси трубы. Это приводит к тому, что ее поперечное сечение деформируется.
- Когда предел прочности изделия превышается, оно разрывается по внешней плоскости изгибания.
Толщина трубных стенок на внутренней части гиба становится больше, из-за появления сжимающего напряжения. Когда предел прочности изделия на сжимание превышается, оно утрачивает локальную жесткость. Это приводит к образованию глубоких складок на внутренней плоскости изогнутой трубы.
Как ведут себя квадратный и прямоугольный профиль:
- Их трубные стенки подвержены сжимающему и растягивающему напряжению, как на наружной, так и на внутренней плоскости изгиба, по максимуму.
- У материала повышенная склонность к деформациям, мастеру трудно их контролировать.
- Профильный материал на внутренней стороне изгиба склонен к вертикально направленному расширению. При этом он течет горизонтально вдоль торца изделия. Эти напряжения вдавливают вертикально расположенные трубные стенки. При этом квадрат поперечного сечения деформируется. Он приобретает конфигурацию трапеции.
- Поперечное сечение прямоугольной и квадратной формы плохо передает зажимные усилия между изгибочной и зажимающей колодкой.
- Профиль стремится проскользнуть вдоль колодки в начале изгибания. При этом он может ее тереть, что ведет к износу оборудования.
Поведение материала с круглым сечением, когда происходит его изгиб:
- Материал меньше деформируется на участках наивысшего напряжения. Места максимального сжимания/растягивания расположены по касательной осевой линии к поперечному сечению.
- Круглая форма дает металлу возможность равномерно растекаться по всем направлениям в ходе изгибания. Благодаря этому мастеру легче контролировать процессы деформации материала.
- Благодаря поперечному сечению округлой формы труба хорошо передает усилия между изгибочной и зажимающей колодкой.
- При гибке круглых труб по радиусу, они практически не проскальзывают в инструменте.
Как рассчитать минимально допустимый радиус
Минимальный радиус гиба трубы, при котором появляется критическая степень деформации, определяет соотношение:
- Rmin означает минимально возможный радиус гиба изделия;
- S обозначает толщину, которой обладает трубопровод (в мм).
Следовательно, радиус по срединной трубной оси равен: R=Rmin+0,5∙Dn. Тут Dn означает условный диаметр круглого стержня.
Обязательное условие, чтобы грамотно вычислить минимальный радиус изгиба — это необходимость принять во внимание соотношение:
- Кт означает коэффициент тонкостенности изделий;
- D указывает на наружный диаметр труб.
Следовательно, универсальная формула для вычисления минимально допустимого радиуса гибки:
Когда заданный радиус получается больше, нежели значение, получаемое по приведенной выше формуле, то используется метод холодной гибки труб. Если он меньше рассчитанной величины, материал следует предварительно нагреть. Иначе его стенки при гибке деформируются.
Следует учесть тот случай, когда параметр тонкостенности составляет 0,03
Методы сгибания труб по радиусу
Существует несколько методов гибки труб по радиусу.
 С помощью ручных трубогибов. При единичном изготовлении гнутых труб используется ручной инструментарий. При этом материал может нагреваться либо обрабатываться в холодном виде. Приспособления представляют собой оправку, оснащаемую перемещающимся роликом, который гнет материал. Их принцип функционирования основан на сжатии стержня. Перед работой учитывается радиус инерции круглой или квадратной трубы.
С помощью ручных трубогибов. При единичном изготовлении гнутых труб используется ручной инструментарий. При этом материал может нагреваться либо обрабатываться в холодном виде. Приспособления представляют собой оправку, оснащаемую перемещающимся роликом, который гнет материал. Их принцип функционирования основан на сжатии стержня. Перед работой учитывается радиус инерции круглой или квадратной трубы.
Работать прямо на стройплощадке можно при помощи мобильных устройств разной конструкции.
 Самые простые рычажные приспособления. Благодаря длинному плечу в них материал гнется с помощью силового воздействия человека. Рычажные устройства дают возможность изгибать трубы под углом до 180 градусов. При условии, что это гибкий материал (сталь-нержавейка, медь, алюминий) диаметром до 20 мм.
Самые простые рычажные приспособления. Благодаря длинному плечу в них материал гнется с помощью силового воздействия человека. Рычажные устройства дают возможность изгибать трубы под углом до 180 градусов. При условии, что это гибкий материал (сталь-нержавейка, медь, алюминий) диаметром до 20 мм.
Арбалетные трубогибы обладают более сложной конструкцией. В них труба укладывается на две опоры, которые поворачиваются вокруг своей оси. Гибочный модуль, сопряженный с передвигающимся штоком, давит на участок стержня, находящийся меж опорами.
В арбалетных приспособлениях возможна гибка полых стержней сечением до 10 см на углы до 90 градусов.
Штоки, которые давят на заготовку, могут быть:
- винтовыми механическими;
- гидравлическими, оснащенными ручным приводом;
- гидравлическими, оборудованными электродвигателем.
Наиболее производительны электрические приспособления. В них гибка заготовок осуществляется на съемных модулях, имеющих разный радиус. Изделие сгибается под нужным углом с помощью поворачивающейся оправки. Если строительная площадь не имеет электроснабжения, устройство может работать от аккумулятора.
С помощью такого инструмента может производиться гибка заготовок под углом до 180 градусов.
Гибка в штампах при помощи прессования
Сгибание заготовок, длиной не более 70 сантиметров, можно осуществлять при помощи штампования. В данном случае используются гидравлические либо механические прессы. Этот способ позволяет изготавливать элементы конструкций со сложной формой.
Прессование заготовок является самым дорогим способом гибки. Однако и производительность его наиболее высокая. Данный метод позволяет производить широчайший сортамент продукции.
Трубогибочное станочное оборудование
Гибка труб в промышленных масштабах осуществляется с помощью станков.
Гибка вальцеванием. Наиболее распространены станки, гнущие изделия при помощи вальцевания. Чаще всего применяется оборудование с тремя валками, предназначенное для изгибания длинных заготовок. На нем может делаться спиральный трубный прокат.

Изделие двигается через ролики, местоположение которых определяет радиус его изгиба. Одновременно оно с обеих сторон сжимается деформирующим цилиндром. Он расположен между валиками, так, чтобы была возможность гнуть заготовку на весу. Ролики в процессе обработки металла выполняют функцию опоры.
Обработка сжатием
Нередко на производстве применяются станки, гнущие заготовки с малым радиусом способом сжатия. На них обрабатываются заготовки малого и большого сечения. Процесс происходит с местным разогревом изделий и одновременным осевым давлением на них.
- станины с расположенным на ней нагревателем;
- опорного ролика;
- пары клещевых зажимов, первый из них — гибочный поворотный, второй — осадочный.
Устройство способно гнуть элементы под углом 180º. Оно зажимает заготовки с постоянным усилием независимо от их сечения и значения осевого усилия, образующегося в эпицентре деформации при изгибе изделия. Оборудование может обрабатывать квадратный и прямоугольный профиль.
Ротационно-вытяжная гибка
Ротационная вытяжка труб производится на станках с электрическими либо гидравлическими суппортами для передвижения давящих роликов. Последние служат для получения нужной конфигурации и толщины производимого элемента.

При ротационной вытяжке получают изделия из полых вращающихся стержней, деформируемых валиками по перемещающейся оправке. Сейчас в большинстве случаев используются ротационно-вытяжные станки с ЧПУ. Их программа учитывает сопротивление материала при его деформировании. При изготовлении продукции используется соответствующий ГОСТ.
Заключение
В небольших объемах гибка труб может производиться при помощи ручного инструмента. В промышленных масштабах это делается на специальных станках. Перед работой необходимо осуществить расчеты минимально допустимого радиуса гибки.