Дорновый трубогиб: виды трубогибов с дорном и их преимущества
Среди всех типов оборудования для гибки труб дорновый трубогиб отличается специфичной конструкцией, которая и определяет его функциональные возможности. Оборудование данного типа, позволяющее получать ровные и точные сгибы, пользуется большой популярностью в различных отраслях промышленности. О том, по какому принципу работают дорновые трубогибы и можно ли изготовить их своими руками, мы и поговорим в этой статье.
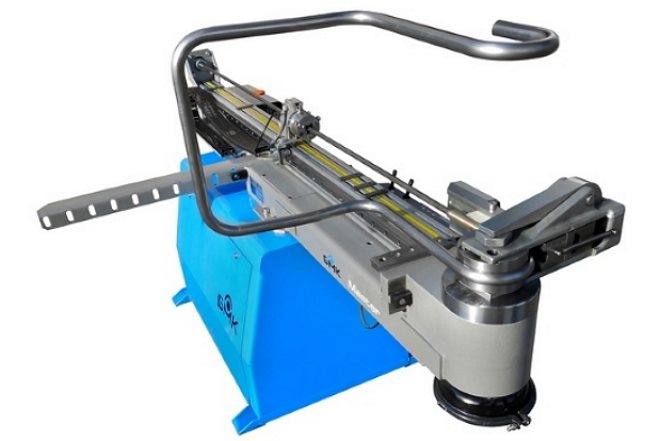
Промышленный полуавтоматический трубогиб CE-51 Master для высокоточной гибки труб
Какие бывают трубогибы
Значение труб в жизни современного человека очень сложно переоценить, они используются практически повсеместно. Это не только незаменимые элементы для транспортировки жидких и газообразных сред, но и металлоизделия, из которых создаются конструкции различного назначения. Однако для того чтобы использовать трубу в качестве элемента трубопровода или металлической конструкции, ей необходимо придать требуемую геометрическую форму, для чего и применяются трубогибы.
При помощи трубогибов трубам можно придавать практически любой угол загиба (главное, чтобы радиус изгиба был не меньше двух радиусов самой трубы). Если не использовать трубогибы, а формировать требуемую геометрию трубной конструкции при помощи фитингов, это значительно снизит надежность изделия.

Гибка спирали на дорновом трубогибочном автомате
Сегодня используют несколько типов трубогибов:
- арбалетной конструкции;
- с гидравлическим приводом;
- электрические;
- ручного типа;
- изготовленные своими руками.
По сути, все подобные приспособления работают по одному принципу: заготовка надежно фиксируется, а затем под давлением ее участку придают требуемый изгиб.
В трубогибах различных видов используются разные схемы воздействия. Так, в приспособлениях гидравлического и арбалетного типа на участок изделия, который необходимо согнуть, оказывается точечное воздействие. Другая схема предполагает использование специальных роликов, на которые труба как бы наматывается, изгибаясь на требуемый угол. По второй схеме работает и дорновый трубогиб, который, в отличие от приспособлений другого типа, имеет в своей конструкции специальный элемент – дорн.
Преимущества использования трубогибов с дорном
Чтобы понять, зачем потребовалось изобретать трубогиб с дорном, следует разобраться в том, как протекает процесс изгибания трубы и чем он для нее чреват.
Как уже говорилось выше, трубы изгибают, воздействуя на них давлением, создаваемым при помощи гидравлического, электрического или ручного привода. В стенках изгибаемого участка действуют силы, которые имеют противоположное направление. Так, стенка, расположенная на внутреннем радиусе загиба, начинает деформироваться на сжатие, в результате чего на ее поверхности образуется волнистость – гофра. Стенка изделия на внешнем радиусе загиба, наоборот, растягивается и истончается. Это, естественно, приводит к ее ослаблению, которое в отдельных случаях (при гибке на большие радиусы) может доходить до 50%.

Слева – труба, согнутая в дорновом трубогибе, справа – испорченная в простом приспособлении заготовка
В результате описанных процессов изгибаемая труба деформируется и теряет свою начальную прочность. Особенно сильно деформируются при гибке тонкостенные изделия, изготовленные из мягких металлов.
Деформационные процессы можно минимизировать, если помещать во внутреннюю часть трубы специальный стабилизатор, в качестве которого и выступает дорн. При наличии последнего процесс гибки протекает более плавно, а стенки изделия деформируются значительно меньше.
Если толстостенные стальные изделия еще можно гнуть на бездорновых приспособлениях, получая приемлемое качество сгиба, то трубогиб для тонкостенных труб, изготовленных из мягких металлов, обязательно должен быть дорнового типа. Если вы попытаетесь согнуть такое изделие без использования внутреннего стабилизатора, то гарантированно получите сильно деформированную конструкцию.
В качестве дорна, который перед началом гибки трубы вставляется в ее внутреннюю часть, используют обычно длинную металлическую пружину. Поверхность такой пружины для обеспечения лучшей стабилизации может быть покрыта слоем полиуретана.

Пружины для заполнения внутреннего пространства трубы
Виды дорновых трубогибов и особенности их конструкции
Дорновый трубогиб из-за особенностей своей конструкции может быть только стационарным. Даже станки, изготовленные для бытовых нужд своими руками, отличаются массивностью. Серийные трубогибы дорнового типа не бывают ручными, для их работы необходимо электрическое питание.

Универсальный трубогибочный дорновой станок Stankras
Среди дорновых трубогибов встречаются полуавтоматические и автоматические приспособления. Более дорогостоящим, естественно, является полностью автоматизированное оборудование. Всеми рабочими процессами, протекающими на таких трубогибах, управляет система ЧПУ, в память которой предварительно заносятся все требуемые параметры: тип материала и класс трубы, угол загиба и его радиус, давление прижима, скорость поворота гибочного узла и др. Для обслуживания такого оборудования, которое позволяет добиваться высокой эффективности рабочего процесса, не требуется много людей.

Автоматическая дорновая трубогибочная машина с ЧПУ
Полуавтоматический дорновый трубогиб, на котором часть технологических операций выполняется в ручном режиме, требует уже большего внимания со стороны рабочего персонала. Однако в тех случаях, когда необходимо гнуть изделия из разного материала и с разными геометрическими параметрами, целесообразнее использовать дорновый трубогиб полуавтоматического типа, который также значительно дешевле автоматического оборудования.

Гибочная головка с узлом подачи дорна
Любой трубогиб дорнового типа состоит из следующих конструктивных элементов:
- рамы с направляющими, на которую крепятся и позиционируются все элементы оборудования;
- чугунной головки, за счет которой создается гибочный момент;
- гидравлического бустера, усиливающего действие гибочной головки;
- патрона, в котором фиксируется заготовка (с его помощью также задается плоскость загиба);
- гибочного ролика, задающего радиус загиба;
- зажимных колодок, фиксирующих изделие на участке выполнения загиба;
- дорновых оправок и тяг, на которых они крепятся;
- натяжного кронштейна, за счет которого на трубогиб устанавливаются тяги с дорновыми оправками.
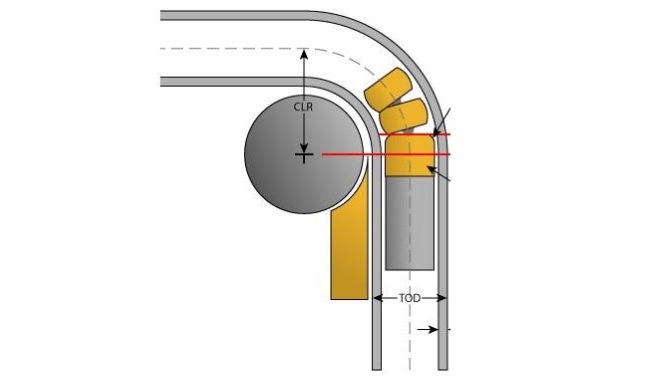
Принцип работы дорнового трубогиба
Изготовление трубогиба дорнового типа своими руками
Учитывая тот факт, что стоимость серийного дорнового трубогиба достаточно высока, многие домашние мастера задумываются над тем, чтобы изготовить такое приспособление своими руками. При желании и наличии навыков работы со сложными техническими устройствами сделать это возможно. Следует, однако, учитывать, что это будет простейший ручной трубогиб, который тем не менее даст вам возможность выполнять качественную гибку тонкостенных изделий из мягких металлов.

Самодельный трубогиб дорнового типа
Самое сложное при решении данной задачи – это изготовить своими руками массивную раму дорнового трубогиба, на которой будут фиксироваться все его конструктивные элементы. На раме такого ручного трубогиба крепятся многоручьевые гибочные ролики, придающие трубе требуемый радиус загиба, зажимные колодки и эксцентрик, обеспечивающий фиксацию трубы в нужном положении.
Элементом, который будет оказывать давление, является упорное приспособление, состоящее из упора, прижимных колодок, скобы и клина. Управляется данный узел дорнового трубогиба при помощи винта, на конце которого фиксируется штурвал.

Хорошим основанием для самодельного трубогиба будет толстая стальная плита
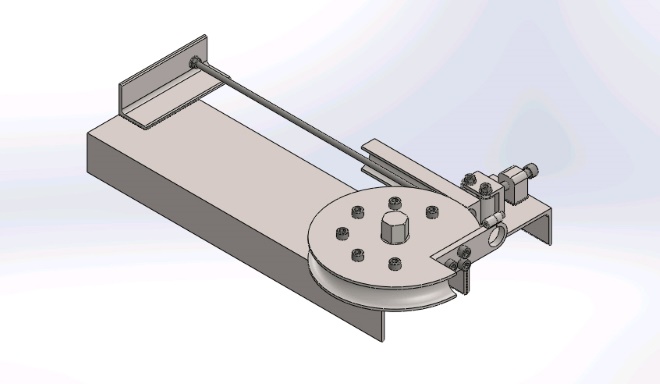
Модель механизма подачи дорна
Натяжной кронштейн, на который устанавливаются тяги и дорновые оправки, также крепится на раме трубогиба. В качестве привода самодельного трубогиба можно использовать лебедку, которую соединяют с гибочным сектором при помощи блоков и стальных канатов. За счет тяги, создаваемой лебедкой, будет обеспечиваться как рабочий ход гибочного ролика, так и его возврат в исходное состояние.
Если же вам приходится выполнять гибку тонкостенных труб различного диаметра не от случая к случаю, а довольно часто, лучше приобрести универсальное серийное оборудование, потому что самостоятельное изготовление дорнового трубогиба – задача не из легких.
Дорновые трубогибы
Дорновым трубогибом называется трубогиб, имеющий такой элемент оснастки, как дорн, который находится внутри трубы, удерживая ее от изменения формы сечения, а так же от образования гофр и заломов.
 Ручной трубогиб CM-30/2 PARTNER 2-коорд
Ручной трубогиб CM-30/2 PARTNER 2-коорд
Макс. диаметр трубы 32×2 мм
Назначение: Г, П, U образные детали
 Ручной трубогиб CM-30/3 PARTNER 3-коорд
Ручной трубогиб CM-30/3 PARTNER 3-коорд
Макс. диаметр трубы 32×2 мм
Назначение: сложные, пространственные изделия
 Полуавтоматический трубогиб с ЧПУ CE-30/2 PARTNER 2-х
Полуавтоматический трубогиб с ЧПУ CE-30/2 PARTNER 2-х
Макс. диаметр трубы 30×1,5 мм
Назначение: Г, П, U образные детали
 Полуавтоматический трубогиб с ЧПУ CE-30/3 PARTNER 3-х
Полуавтоматический трубогиб с ЧПУ CE-30/3 PARTNER 3-х
Макс. диаметр трубы 30×1,5 мм
Назначение: сложные, пространственные изделия
 Автоматический трубогиб с ЧПУ CE-30 PARTNER.3x
Автоматический трубогиб с ЧПУ CE-30 PARTNER.3x
Макс. диаметр трубы 30×1,5 мм
Назначение: сложные, пространственные изделия
 Полуавтоматический трубогиб с ЧПУ CE-51 MASTER
Полуавтоматический трубогиб с ЧПУ CE-51 MASTER
Макс. диаметр трубы 51х2 мм
Назначение: сложные, пространственные изделия
 Автоматический трубогиб c ЧПУ CE-51 MASTER.3x
Автоматический трубогиб c ЧПУ CE-51 MASTER.3x
Макс. диаметр трубы 51х2 мм
Назначение: сложные, пространственные изделия
Принцип работы
По своей конструкции, дорны бывают:
- Цельнотелые — представляет собой металлический стержень (калибрующую пробку) с закруглением на конце. Закругление всегда находиться в месте гиба.
- Гибкие — стержень имеющий на конце несколько шариков, либо специальных полусфер, которые в процессе работы заходят в точку гиба, а при вытягивании калибруют форму трубы.
 |  |
Дорн на трубогибочных станках обычно работает в одном из двух режимов:
- Фиксированном — всегда находится в точке гиба.
- Автоматическом — самостоятельно выдвигается и убирается за несколько градусов до окончания гиба.
Конструктивно фиксированный дорн намного проще, а следовательно дешевле. Однако, при использовании возникают некоторые проблемы. Так с наружной стороны заготовки может оставаться бугорок по форме дорна. А при диаметре труб от 30 мм требуются значительные усилия при сдергивании заготовки.Также из-за трения, на дорне может остаться незначительный наклеп металла, который приводит к образованию гофры на последующих гибах.
Эти проблемы устраняются за счет автоматического выдвижения-убирания дорна. Это усложняет конструкцию станка и увеличивает его стоимость, но высокая скорость работы и качество изделий с лихвой окупают затраты.
При дорновой гибке возникает очень большая сила трения на наружной стенке трубы, что приводит к ее утонению. Избежать или уменьшить данный эффект, важно потому, что от этого зависит срок эксплуатации согнутых изделий, их способность выдерживать большое давление. Существует много способов, но реально работает всего два.
- Гибка с индукционным нагревом, что очень дорого.
- Смазка дорна, за счёт которой резко снижается сила трения, а следовательно снижается утонение стенки и износ оснастки.
Способы смазки дорна
- Кисточкой или спреем. В этом случае нужно постоянно контролировать равномерность нанесения раствора (чаще использую литол), иначе это сказывается на повторяемости углов гибов.
- Импульсной подачей масла с помощью ручного насоса. В этом случае мы не имеем права пропустить нажатие насоса перед гибом, так как, если он будет пропущен, то получим тот же результат, что и при использовании кисточки.
- Автоматическая импульсно-дозирующая система подачи смазки перед каждым гибом. Однако, такие системы сложны в изготовлении и устанавливаются только на промышленные станки с ЧПУ. Как дорн влияет на качество гиба при работе дорнового трубогиба.
Изменение сечения называется эллипсностью либо овальностью. В общем машиностроении, судостроении допускается эллипсность до 12,5% в других областях требования могут быть жестче до 4% и даже 3%, на оборудовании БМК можно получить показатель менее 1%.
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
198097, Россия, Санкт-Петербург, пр. Стачек 47
(территория ОАО «Кировский завод»)
Телефон/факс: +7 (812) 331-08-40, 331-39-70
Телефон по Кировскому заводу: 71-340, 71-390
125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1
Телефон/факс: +7 (495) 133-96-88